Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

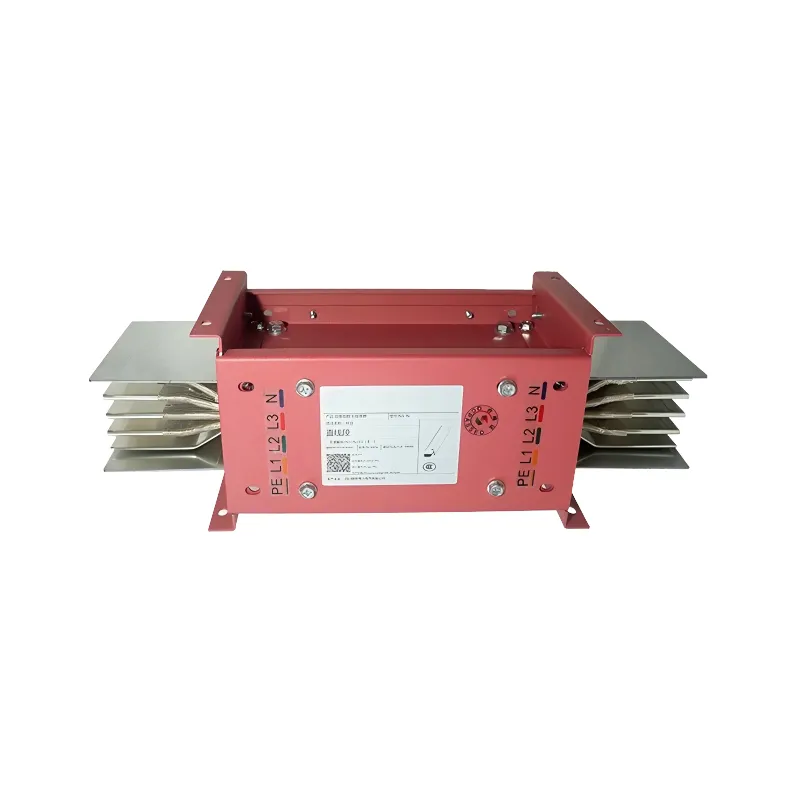
Когда слышишь 'трехфазный шинопровод', первое что приходит на ум — это скучные ГОСТы и типовые проекты. Но на деле, каждый метр шины на объекте — это десятки скрытых нюансов, о которых в каталогах не пишут. Вот например, в прошлом месяце переделывали узлы присоединения на хлебозаводе — проектировщики заложили стандартные ответвления, а там технологическое оборудование с пусковыми токами под 400А. Пришлось экстренно ставить шины с медными наконечниками от Чэнду Фанье Электрик, их шинопровод как раз с усиленным контактным узлом.
Многие до сих пор считают, что шинопровод — это просто альтернатива кабельным линиям. Забил анкера, собрал секции — и готово. Но в цеху с вибрационным оборудованием через полгода начинают ослабевать болтовые соединения. Мы в таких случаях всегда добавляем контргайки — мелочь, а спасает от внепланового останова.
Еще частый косяк — не учитывают температурное расширение. Помню объект в Новосибирске, где зимой в неотапливаемом цеху температурный зазор между секциями уменьшился настолько, что деформировало крепления. Теперь при монтаже всегда оставляем 'зимний' запас хода.
С заводами типа ООО Чэнду Фанье Электрик проще — они в паспортах сразу пишут поправочные коэффициенты для разных климатических зон. Их трехфазный шинопровод мы используем в химпроизводствах, где важна стойкость к агрессивным средам.
Никакие испытания не заменят год работы в литейном цеху. На одном из заводов поставили шины с порошковой окраской — через три месяца в зоне возле плавильных печей покрытие начало пузыриться. Пришлось менять на оцинкованные версии без лакокрасочного слоя.
Электродинамическая стойкость — еще один подводный камень. Когда рядом с шинопроводом пускают асинхронники на 500 кВт, обычные крепления начинают 'играть'. Сейчас всегда проверяем резонансные частоты — благо у fy-electric.ru в документации есть расчетные графики для таких случаев.
Кстати про подключение — многие забывают про переходные сопротивления. Измеряли как-то на готовом объекте: вроде бы собрано по инструкции, а на стыках потеки оксидов. Оказалось, монтажники не зачистили контактные поверхности от транспортировочной смазки.
Сборка шинопровода напоминает конструктор — но с нюансами. Например, поворотные секции под 90 градусов нельзя монтировать 'внатяг', иначе возникают механические напряжения. Лучше делать предварительную раскладку всех узлов на полу.
При высотном монтаже часто экономят на промежуточных опорах. Видели объект, где 6-метровую секцию закрепили только по краям — посередине провис достиг 50 мм. По нормам максимум 20 мм для горизонтальных участков.
У производителей вроде Чэнду Фанье Электрик есть монтажные шаблоны — ими реально удобно размечать отверстия под крепления. Но некоторые бригады до сих пор по старинке меряют рулеткой, отсюда и перекосы.
В паспорте пишут номинальный ток 1000А — но это для идеальных условий. На металлургическом комбинате при температуре окружающей среды +45°C приходилось снижать нагрузку на 15%. Хорошо что современные шинопроводы имеют запас по сечению.
Интересный случай был с гармониками — в цеху с частотными преобразователями на шинах появился характерный гул. Пришлось ставить фильтры высших гармоник. Сейчас при проектировании всегда запрашиваем данные о нелинейных нагрузках.
Для ответственных объектов берем шины с двойной изоляцией — у китайских производителей это часто опция, но у ООО Чэнду Фанье Электрик в базовой комплектации идет усиленная изоляция класса Н.
Маркировка — кажется ерундой, но без нее потом мучительно искать нужную секцию. Мы всегда наносим метки несмываемой краской с двух сторон — и по монтажу проще, и для эксплуатации.
Документация — отдельная тема. У солидных производителей типа fy-electric.ru в паспортах есть не только габариты, но и моменты затяжки болтов, схемы заземления, даже рекомендации по обслуживанию.
И главное — не стоит экономить на аксессуарах. Видели как на объекте ставили дешевые ответвительные коробки — через полгода контакты подгорели от вибрации. Лучше брать комплектные решения от одного производителя.
Современные трехфазные шинопроводы уже не просто алюминиевые профили — есть системы с датчиками температуры, интеллектуальным мониторингом. Но на пищевых производствах например до сих пор предпочитают классику — меньше электроники, значит выше надежность.
Модульность — палка о двух концах. С одной стороны легко наращивать, с другой — каждый стык потенциальное слабое место. Для длинных трасс свыше 100 метров рекомендуем уменьшать количество соединений.
Интересно что даже при всей автоматизации, качество монтажа все равно зависит от человеческого фактора. Поэтому всегда настаиваем на обучении бригад — благо производители вроде Чэнду Фанье Электрик проводят технические семинары.
Шинопровод — это не просто 'железка', а система с десятками параметров. От выбора производителя до момента затяжки каждого болта — все влияет на конечный результат.
Лично для меня критерий качества — когда через год после сдачи объекта не приходится подтягивать соединения или менять деформированные секции. С продукцией от fy-electric.ru таких проблем пока не было — видимо сказывается контроль на всех этапах производства.
И да — никогда не верьте 'универсальным' решениям. Каждый объект уникален, и даже стандартный трехфазный шинопровод требует индивидуального подхода. Хотя бы в мелочах — например в способе прокладки через стены или выборе коррозионностойких исполнений.