Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

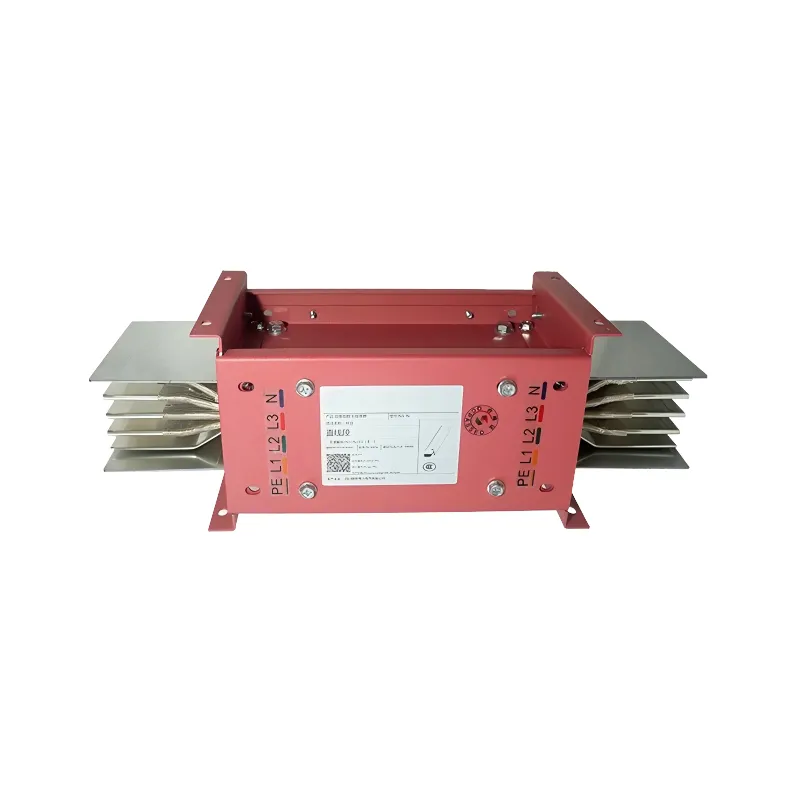
Когда слышишь 'шинопровод 630', первое что приходит в голову - стандартная сборка на 630А. Но на практике разница между продукцией разных производителей оказывается как между трактором и спорткаром. В прошлом месяце пришлось переделывать узел подключения на объекте в Люберцах - китайский аналог от неизвестного бренда дал просадку по температуре уже при 80% нагрузки.
Многие монтажники до сих пор считают, что главное - сечение жилы. На деле же рабочая температура шины при длительной нагрузке в 630А может отличаться на 15-20°C у разных производителей. Вспоминается случай на хлебозаводе в Домодедово - местные электрики поставили дешёвый шинопровод, который через полгода начал 'плыть' в точках соединения.
Особенно критично качество изоляции. На химическом производстве под Воскресенском пришлось экстренно менять участок магистрали - местный технолог сэкономил на сертифицированной продукции, взял 'аналог'. Результат - коррозия изоляции за 4 месяца агрессивной среды.
Сейчас вот изучаем предложение от ООО Чэнду Фанье Электрик - у них вроде бы интересное решение по алюминиевым шинам с медным напылением. Но пока не уверен - нужно тестировать на вибронагрузки, у нас в машзале вечно проблемы с этим.
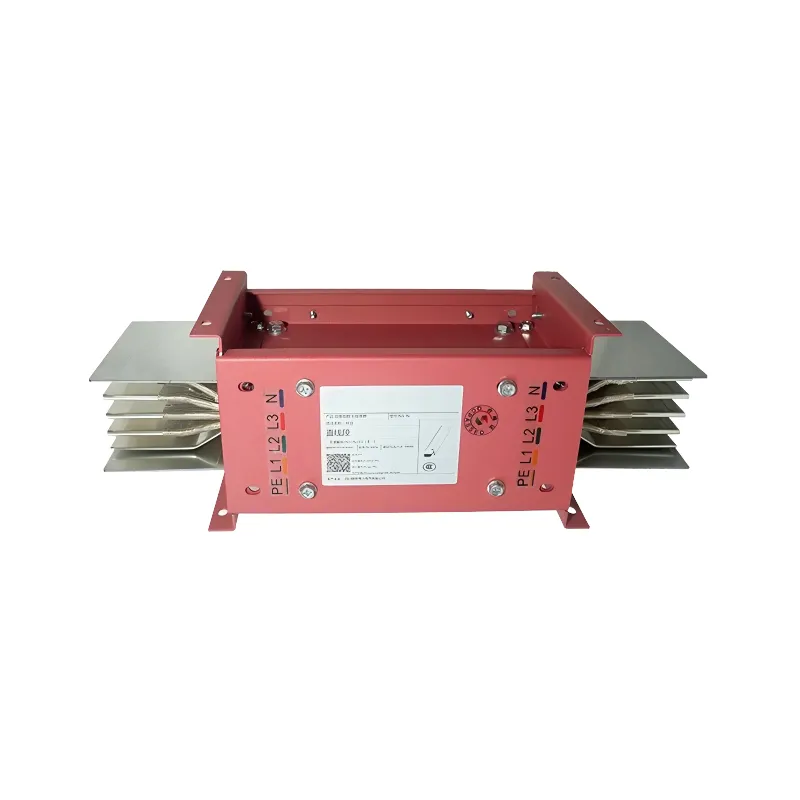
При монтаже шинопровода 630А большинство забывает про температурное расширение. На объекте в Ногинске пришлось перекладывать 120 метров трассы - проектировщик не учёл тепловые зазоры, зимой порвало крепления на поворотах.
Ещё момент - болтовые соединения. Казалось бы, элементарно, но каждый второй подрядчик недожимает контактные группы. Проверяю всегда динамометрическим ключом - в прошлом квартале на трёх объектах из десяти находил недотянутые соединения.
Кстати, про шинопровод 630 от fy-electric.ru - у них в комплекте идут метизы с контролем момента затяжки. Мелочь, но приятно - не нужно отдельно докупать.
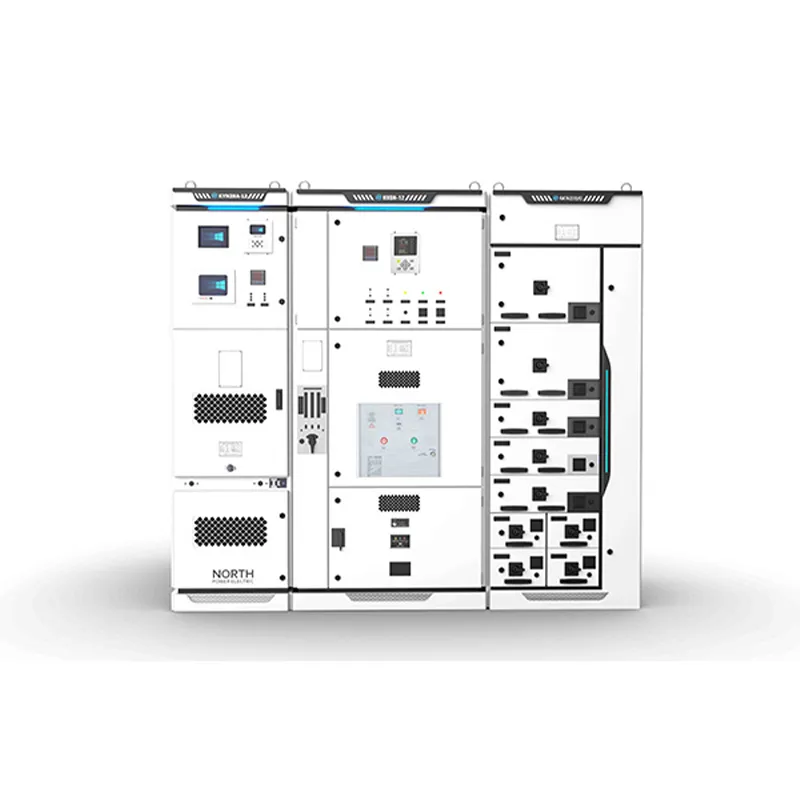
Частая головная боль - стыковка нового шинопровода со старыми ячейками. На подстанции в Раменском пришлось фрезеровать переходные пластины - геометрия креплений не совпадала буквально на 2мм, но этого хватило для перекоса.
Особенно сложно с советским оборудованием. Там вообще другие стандарты расположения фаз. При модернизации цеха в Электростали разработали специальные переходники - без них подключение заняло бы втрое больше времени.
Смотрю, у китайских производителей типа ООО Чэнду Фанье Электрик стали появляются универсальные кронштейны - вроде бы решают проблему, но нужно тестировать на вибростойкость.
За 15 лет работы видел все варианты 'оптимизации'. Самый частый - использование тонкостенных профилей. Кажется, сэкономили 20%, но при КЗ такой шинопровод ведёт себя как хлопушка.
Помню, на складском комплексе под Каширой заказчик настоял на экономичном варианте. Через полгода - межфазное замыкание на участке где проходили погрузчики. Вибрация плюс слабая изоляция - классика.
Сейчас считаем что выгоднее - частый ремонт дешёвого или одни затраты на качественный шинопровод. Кстати, у fy-electric.ru в описании продукции указаны испытания на ударную нагрузку - интересно, это маркетинг или реальные тесты?
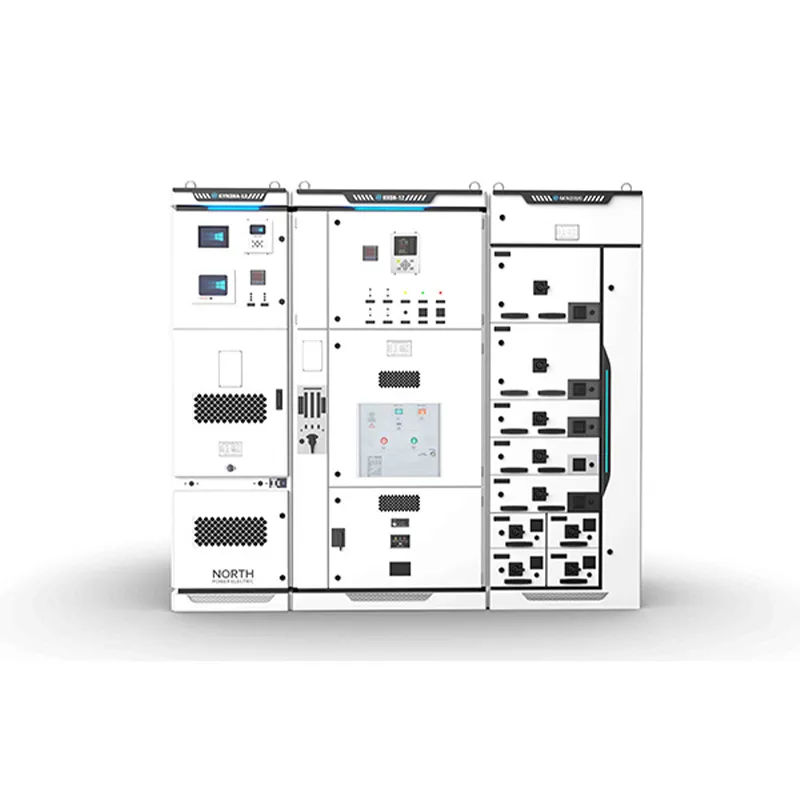
Смотрю на европейские проекты - там уже вовсю используют интеллектуальный мониторинг шинопроводов. Датчики температуры в каждой точке подключения, прогнозирование нагрузки... У нас пока это экзотика.
Интересно, что ООО Чэнду Фанье Электрик предлагает системы мониторинга как опцию. В описании пишут про 'интеллектуальные системы фонового мониторинга электроэнергии' - нужно запросить демонстрацию, посмотреть как это работает в реальных условиях.
Коллеги с Урала пробовали подобные системы - говорят, помогает предотвратить минимум два-три сбоя в год. Но стоимость добавляет около 15% к проекту - не каждый заказчик соглашается.
Вероятно, будущее за гибридными решениями - классический шинопровод 630 плюс точечная установка датчиков в критичных узлах. Так и надёжность сохраним, и бюджет не разорим.