Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

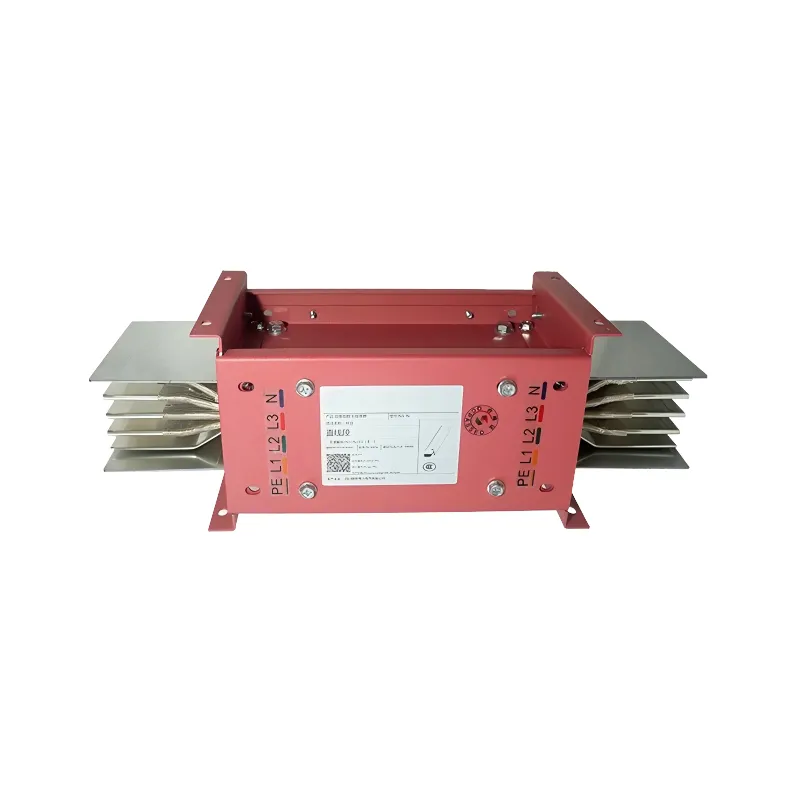
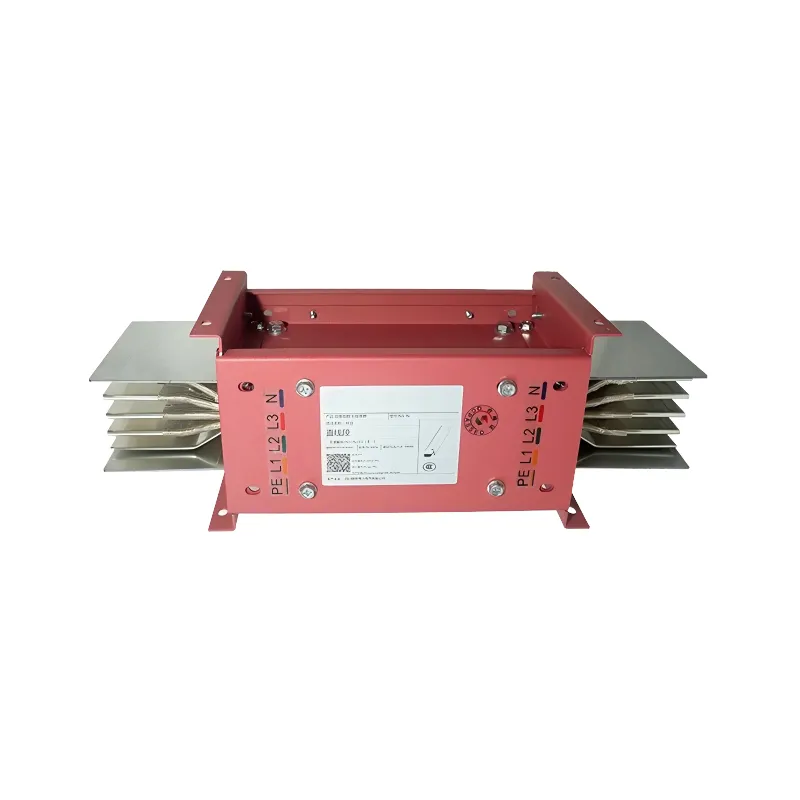
Когда говорят про шинопровод 6 кв, многие сразу представляют идеальную сборку по учебнику - на практике же часто вылезают нюансы, о которых в ТУ не пишут. Вот например, температурный зазор при монтаже: в проектах обычно дают усреднённые значения, но при реальной эксплуатации в цехах с перепадами влажности расчёт идёт совсем по-другому.
Часто сталкиваюсь с тем, что проектировщики экономят на расчёте динамической стойкости. Помню случай на заводе в Подмосковье - заложили стандартные крепления, а при КЗ в сети алюминиевые шины буквально вырвало из опор. Пришлось переделывать с усиленными кронштейнами, хотя изначально можно было взять шинопровод 6 кв с запасом по электродинамической стойкости.
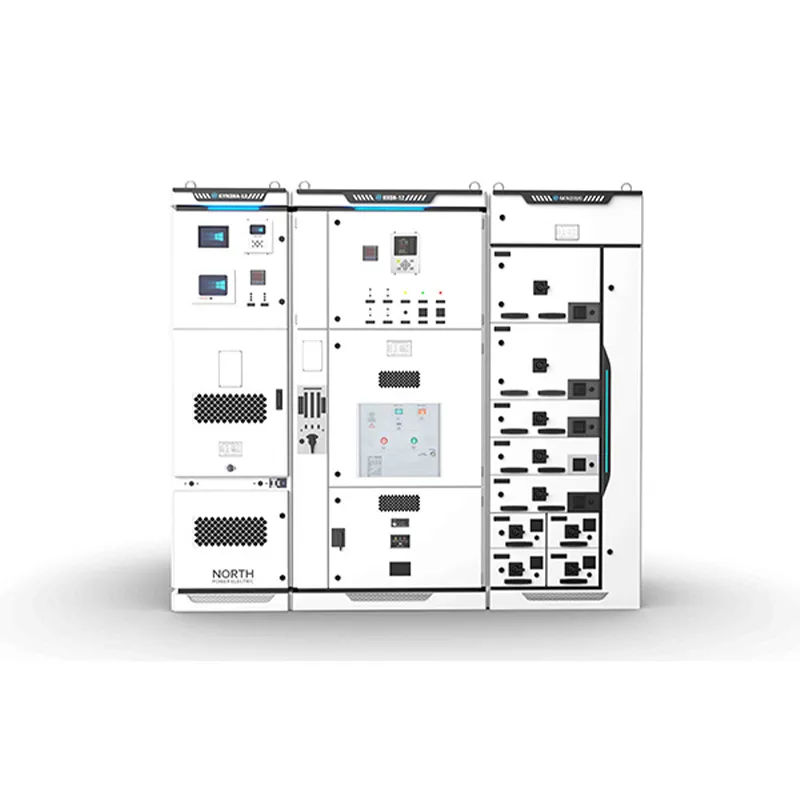
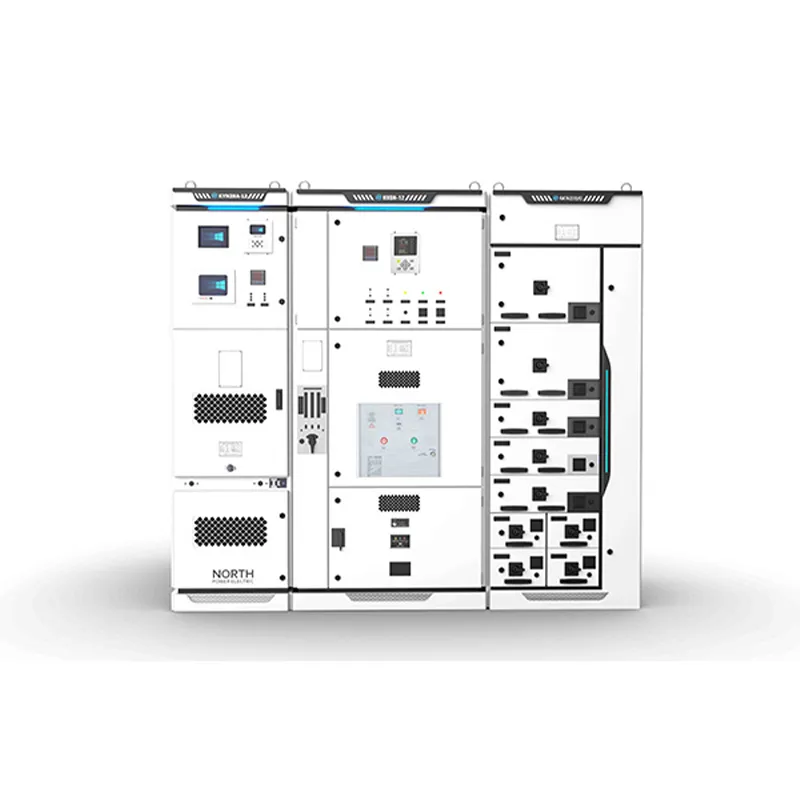
Ещё один момент - не всегда учитывают совместимость с существующим оборудованием. Как-то пришлось интегрировать новые секции в старую распределительную сеть 1990-х годов. Старые выключатели не обеспечивали селективность защиты, пришлось ставить дополнительные релейные блоки. Кстати, тогда использовали модульные решения от ООО Чэнду Фанье Электрик - их система мониторинга как раз позволяет стыковать разновозрастное оборудование.
Особенно проблемными бывают узлы присоединения к трансформаторам. Там где проектанты рисуют аккуратную стрелочку 'соединить', на деле оказывается, что термические расширения шин и медных выводов трансформатора разнонаправленные. Приходится делать Г-образные компенсаторы, которые в проектах часто не предусмотрены.
При монтаже в существующих цехах постоянно приходится импровизировать. Вот недавно на химическом производстве в Дзержинске монтировали шинопровод 6 кв в помещении с агрессивной средой. Стандартное полимерное покрытие не подходило - использовали специальное цинкование с пассивацией, хотя это и удорожает конструкцию на 15-20%.
Высота подвеса - отдельная головная боль. В проектах обычно указывают идеальные условия, но когда над трассой проходят технологические трубопроводы, приходится либо опускать шинопровод (нарушая нормативы по высоте), либо делать обходы. Иногда выгоднее сразу брать компактные исполнения - типа тех, что в каталоге fy-electric.ru указаны как 'низкопрофильные'.
Сборка секций при отрицательных температурарах - это отдельный разговор. Резиновые уплотнители дубеют, алюминиевые шины дают усадку. Приходится прогревать монтажную зону тепловыми пушками, хотя формально это нарушение ТБ. Но если собирать 'как положено', потом при плюсовой температуре соединения ослабевают.
С переходом на современные стандарты часто возникает путаница с степенью защиты. У нас до сих пор в ходу старые обозначения IP44 наравне с новыми. Как-то поставили секции с IP54 вместо IP55 - оказалось, что для промзоны с мойкой оборудования это критично. Пришлось дополнять местные кожухи.
Интересный случай был с подбором болтовых соединений. В спецификациях обычно указывают стандартные крепёжные изделия, но при использовании медных шин с алюминиевыми выводами нужны биметаллические шайбы. Без них через полгода в местах контакта начинается электрохимическая коррозия.
Современные системы мониторинга, типа тех что предлагает ООО Чэнду Фанье Электрик, позволяют отслеживать состояние контактов онлайн. Но часто заказчики экономят на датчиках температуры, а потом удивляются, почему подгорают соединения на вводах. Хотя стоимость мониторинга редко превышает 3-5% от общей цены проекта.
За 15 лет работы заметил чёткую зависимость: чаще всего проблемы возникают не с самими шинами, а с точками подключения. Особенно страдают гибкие связи к силовым трансформаторам - их почему-то делают с меньшим запасом прочности, чем основной шинопровод 6 кв.
Термографический контроль обычно выявляет до 80% дефектов на ранней стадии. Но многие предприятия проводят его раз в три года вместо рекомендованного ежегодного осмотра. Особенно это касается пищевых производств, где оборудование работает в режиме постоянной влажной уборки.
Любопытное наблюдение: в цехах с крановым оборудованием вибрация сокращает межремонтный интервал почти вдвое. При этом в проектах этот фактор часто не учитывают - стандартно закладывают проверку соединений раз в два года, хотя фактически нужно ежегодно подтягивать.
При замене участков старых шинопроводов часто сталкиваешься с нестандартными размерами. Советские шинопроводы имели другие габариты, поэтому простой заменой секции не обойтись - приходится переделывать целые узлы. Здесь как раз помогают модульные системы, где можно комбинировать компоненты.
Интересный опыт был с использованием интеллектуальных систем мониторинга от ООО Чэнду Фанье Электрик - их фоновый мониторинг электроэнергии позволяет прогнозировать нагрузку и планировать ремонты не по регламенту, а по фактическому состоянию. Но для этого нужно обучать персонал, а с этим на предприятиях часто проблемы.
Самая сложная задача - модернизация подстанций без остановки производства. Приходится работать 'под напряжением' на соседних секциях, что требует особых мер безопасности. Иногда проще сразу закладывать резервные линии, хотя это увеличивает капитальные затраты на 20-25%.
Сейчас всё чаще задумываешься о переходе на шины с изоляцией газом SF6, но для 6 кв это пока экономически неоправданно. Хотя в плане безопасности и компактности преимущества очевидны - можно уменьшить габариты распределительных устройств почти вдвое.
Наблюдаю тенденцию к интеллектуализации - производители вроде ООО Чэнду Фанье Электрик уже предлагают системы, где каждый участок шинопровода имеет встроенные датчики. Но пока многие заказчики не готовы платить за 'умные' функции, предпочитая традиционные решения.
Интересно было бы попробовать в работе компактные шинопроводы с воздушной изоляцией - они обещают лучший теплоотвод при тех же габаритах. Но пока такие решения встречаются редко, в основном в экспериментальных проектах.