Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

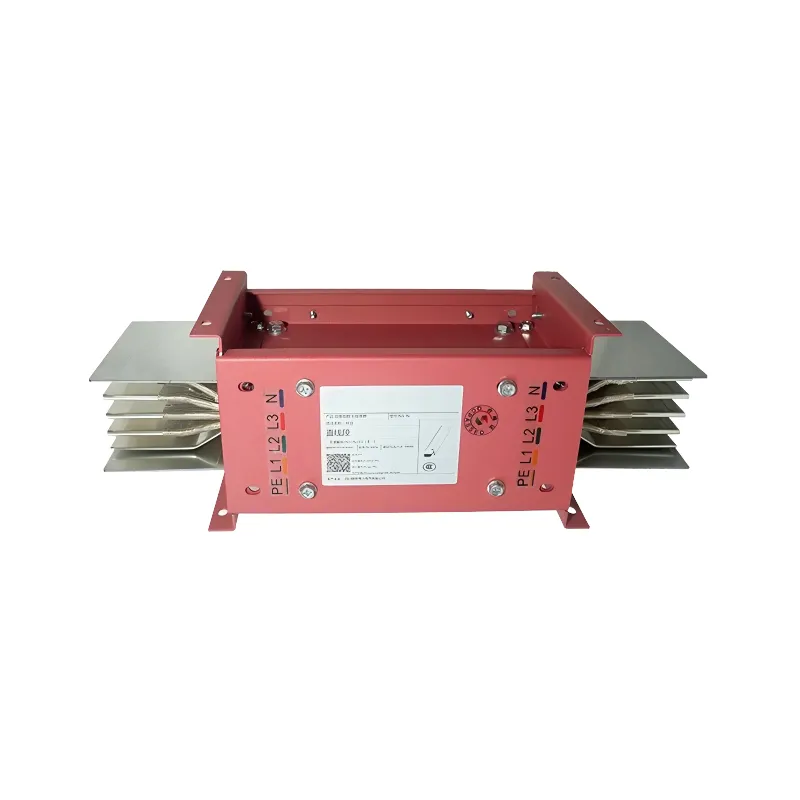
Когда видишь маркировку шинопровод 135003, первое, что приходит в голову — это типовой магистральный канал на 400А с изоляцией класса H. Но на практике тут есть подводные камни, о которых редко пишут в техпаспортах. Многие проектировщики до сих пор путают его с устаревшей серией 130005, а разница критична — здесь другой профиль шин и креплений.
Работал с этим шинопроводом на объекте в Новосибирске — там заказчик сэкономил на переходных элементах, решив соединить секции старыми болтами от 130005. Через месяц на стыках появился характерный треск, пришлось экстренно менять три секции. Важно: контактные группы 135003 требуют именно штатных соединителей с тефлоновым покрытием.
Сечение шин — 60×10 мм при стандартной длине секции 3 метра, но многие не учитывают температурное удлинение. На химическом заводе в Перми смонтировали 120-метровую линию без компенсаторов — зимой деформация вырвала два кронштейна из стены. Теперь всегда добавляю температурные швы через каждые 40 метров.
Изоляция выдерживает до 1000°C, но это не значит, что можно монтировать вплотную к паропроводам. Видел случай, когда на хлебозаводе из-за постоянного перегрева медные шины позеленели за полгода. Пришлось перекладывать с воздушным зазором 200 мм — проблема исчезла.
При сборке поворотов под 90 градусов новички часто перетягивают болты — деформация изолятора приводит к микротрещинам. Проверенный способ: затягиваем моментом 35 Н·м, потом ослабляем на четверть оборота. Зазор в 0.8 мм между секциями — не дефект, а необходимость для теплового расширения.
Крепление к потолку — отдельная история. Стандартные кронштейны не подходят для вибрационных нагрузок. На насосной станции пришлось разрабатывать подвесы с демпферами — обычное решение вызвало резонанс на частоте 50 Гц. Сейчас ООО Чэнду Фанье Электрик предлагает антивибрационные комплекты, но их нужно заказывать отдельно.
Заземление — многие бригады экономят на дополнительных заземлителях, ограничиваясь штатными. На объекте в Красноярске из-за этого возникла паразитная ЭДС 12В на корпусе. Добавили две точки заземления через каждые 15 метров — показания пришли в норму.
На металлургическом комбинате в Череповце шинопровод 135003 работает в цехе с агрессивной средой. Через год заметили точечную коррозию на крышке — оказалось, конденсат скапливался в дренажных отверстиях. Решение: просверлили дополнительные отверстия диаметром 8 мм с шагом 2 метра.
В логистическом центре под Москвой смонтировали систему на 800А с ответвлениями каждые 6 метров. Через полгода — перегрев в точках подключения. Причина: автоматы защиты ставили прямо на шину без термокомпенсирующих прокладок. После замены на специализированные комплекты от fy-electric.ru температура нормализовалась.
Самая сложная ситуация была в больнице — требовалась полная бесшумность. Стандартная сборка давала гул 42 дБ. Помогло только применение звукоизолирующих кожухов и замена стандартных шин на медные с серебряным покрытием от того же производителя.
Часто спрашивают про совместимость с российскими панелями — да, но нужны переходные пластины. Например, с ЩО-70 требуется адаптер на 4 болта, который не всегда есть в комплекте. Лучше заказывать сразу у ООО Чэнду Фанье Электрик — у них есть сертифицированные комплекты.
Для цифрового мониторинга рекомендую их же систему Smart Grid Monitor — ставил на объекте в Казани. Датчики температуры встраиваются прямо в шины, данные выводятся на облачный портал. Важный нюанс: при монтаже датчиков нельзя нарушать изоляционный слой — только контактные площадки.
Если нужно увеличить нагрузку — не пытайтесь просто добавить параллельные шины. Видел аварию в ТЦ, где так сделали — неравномерное распределение нагрузки привело к перекосу фаз. Правильнее заказывать кастомные секции с увеличенным сечением, благо на fy-electric.ru делают под заказ за 2-3 недели.
Частая проблема — разрушение изоляции в местах крепления. Происходит при использовании диэлектрических прокладок неправильной толщины. Нужно строго 2.5 мм — более тонкие продавливаются, толстые создают люфт. Проверяйте при приемке — бывает, поставщики путают.
Еще момент — коробление шин при КЗ. На испытательном полигоне видел, как при 25 кА шины выгнулись дугой. Сейчас производитель добавляет армирующие вставки, но в старых партиях их нет. Для ответственных объектов лучше брать усиленную версию.
И главное — не экономьте на диагностике. Раз в полгода стоит делать тепловизионную съемку под нагрузкой. На одном из заводов так обнаружили подгорание контакта на ранней стадии — замена одного болта предотвратила выход линии из строя.