Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

Вот ведь какая штука — все думают, что цеховой шинопровод это просто алюминиевые профили по потолку развел. А на деле там столько подводных камней, что порой за неделю переделываешь то, что по проекту должно было ?встать за смену?. Особенно когда речь о современных производствах с их вибрациями и температурными перепадами.
Помню, в 2019 году делали освещение для литейного цеха под Казанью. Заказчик настоял на минимальных зазорах между секциями — мол, экономия пространства. А потом три месяца разбирались с постоянными замыканиями на стыках. Оказалось, термические расширения никто не посчитал нормально.
Сейчас всегда советую смотреть каталоги проверенных производителей типа ООО Чэнду Фанье Электрик — у них в шинопроводах специальные компенсаторы стоят, которые наши местные проектировщики часто ?забывают? предусмотреть. Их сайт https://www.fy-electric.ru выручал не раз, когда нужно было быстро найти документацию по нагрузочным характеристикам.
Кстати, про токи — многие до сих пор берут шинопровод с запасом всего 15-20%. А на практике лучше 30% минимум, особенно если рядом сварочные посты или мощные пресса. Реальная нагрузка всегда оказывается выше паспортной.
Самое больное место — крепления к потолочным фермам. В старых цехах геометрия всегда ?веселая?, плюс вибрация. Мы для ответственных объектов теперь используем демпфирующие прокладки, хотя их ни в одном ГОСТе не найдешь.
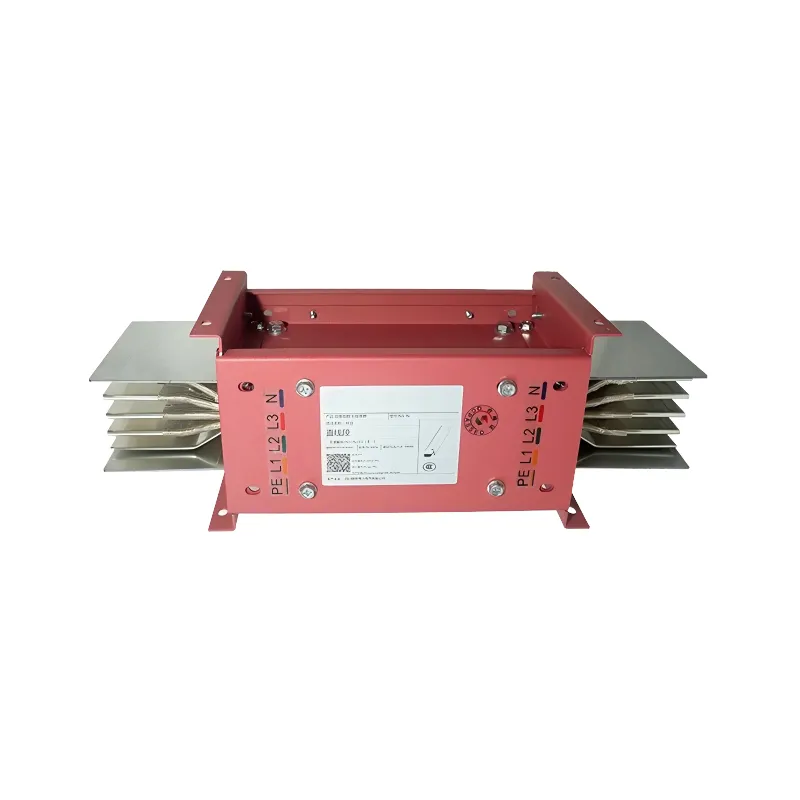
Соединительные узлы — отдельная песня. Китайские производители типа того же Фанье Электрик давно перешли на медные контакты с серебряным покрытием, а у нас до сих пор встречаются омедненные скобы. Разницу в сопротивлении видели? На длинных линиях до 8% потерь может давать.
И да, про окраску — матовые поверхности собирают меньше пыли, но их труднее чистить. Глянец наоборот. Это к вопросу о выборе для литейных или механообрабатывающих цехов.
В прошлом году на заводе автокомпонентов в Тольятти ставили шинопровод на 1600А. По проекту — 42 метра по главному пролету. Сделали все по уму, с термодатчиками в критичных точках. Через полгода заказчик звонит — на одном участке греется. Приехали, смотрим — оказывается, технологи повесили дополнительное оборудование прямо под шиной, нарушили воздушное охлаждение.
По опыту скажу — мониторинг температуры должен быть обязательным. Хотя бы в контрольных точках. У Фанье в их интеллектуальных системах это из коробки идет, но многие экономят и потом платят ремонтами.
Кстати, про стоимость — да, импортные решения дороже на 20-25%. Но когда считаешь стоимость простоя цеха при аварии, разница окупается за пару лет.
Самое частое — перегруз по фазам. Особенно в цехах со старой проводкой, где новые станки подключают ?как придется?. Видел случай, когда на одной фазе было 340А при номинале 400, а на двух других по 180. Естественно, перегрев и деформация изоляции.
Второй момент — чистка. Одни чистят раз в пять лет, другие каждую неделю. И то и другое плохо. Оптимально — раз в квартал продувка сжатым воздухом, раз в год — полная ревизия контактов.
И да, никогда не экономьте на защитных кожухах в зонах с агрессивной средой. Помню, на гальваническом производстве сэкономили на этом — через год меняли весь участок шинопровода из-за коррозии.
Сейчас многие переходят на интегрированные системы, где шинопровод — часть общей сети мониторинга. Тот же Фанье предлагает решения, когда датчики вибрации, температуры и нагрузки передают данные прямо в диспетчерскую.
Лично я считаю, что будущее за модульными конструкциями. Когда не нужно менять весь участок при модернизации, а достаточно добавить или заменить секцию. Это особенно актуально для действующих производств.
И последнее — не гонитесь за дешевыми решениями. Хороший цеховой шинопровод должен служить 25-30 лет без капитального ремонта. Все остальное — иллюзия экономии.