Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

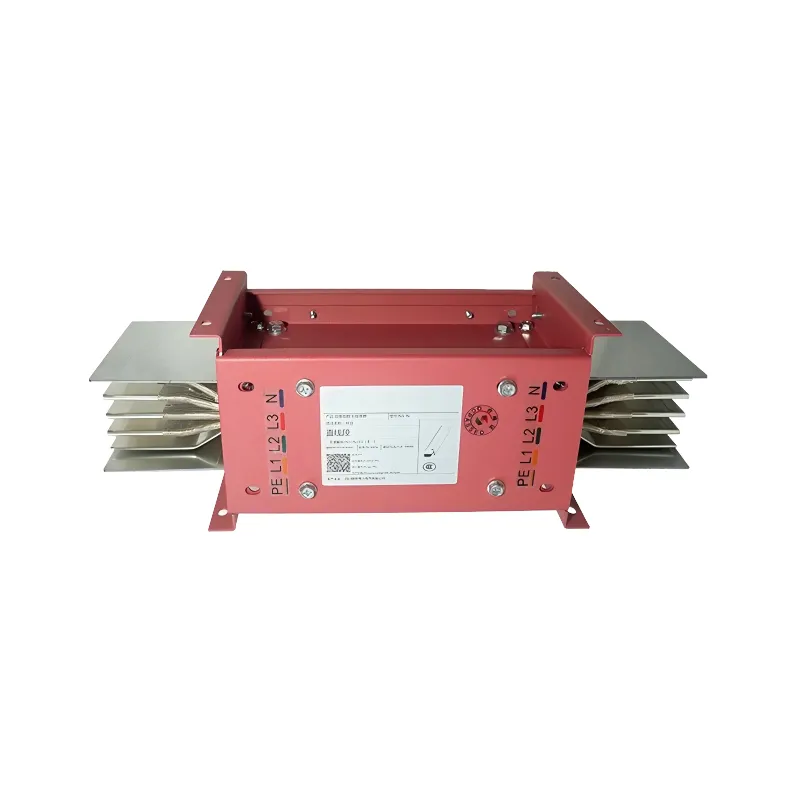
Когда слышишь ?шинопровод завод?, первое, что приходит в голову — это километры алюминиевых коробов под потолком цеха. Но те, кто реально сталкивался с монтажом на действующем производстве, знают: главная проблема не в самом шинопроводе, а в том, как его вписать в существующую инфраструктуру без остановки конвейера. Многие заказчики до сих пор считают, что шинопровод — это просто ?кабель потолще?, а потом удивляются, почему на стыках секций начинает подгорать изоляция.
Помню, на одном из металлургических комбинатов под Челябинском заказчик настоял на использовании шинопровода с уменьшенным сечением — мол, ?посчитали нагрузку, и так сойдет?. Через полгода на участке прокатного стана начались постоянные перегревы. Когда вскрыли короб, оказалось, что из-за вибрации ослаб контакт в месте соединения секций, и шина начала подгорать. Пришлось останавливать линию на сутки, менять целый участок. И это — типичная история, когда пытаются сэкономить на этапе проектирования.
Кстати, о вибрации. Не все производители учитывают, что в цехах с тяжелым оборудованием — прессы, молоты, дробилки — стандартные крепления шинопровода не работают. Нужны дополнительные демпфирующие элементы. У ООО Чэнду Фанье Электрик в этом плане интересные решения: они используют композитные прокладки в точках крепления, которые гасят колебания. На их сайте https://www.fy-electric.ru видел описание, но в живую пока не монтировал — коллеги с Уралмаша хвалили, правда, говорили, что для мокрых цехов нужно дополнительно герметизировать.
Еще один нюанс — температурные деформации. В литейных цехах, где суточный перепад температуры может достигать 40°C, шинопровод ?играет? так, что через год стыки расходятся. Приходится закладывать температурные компенсаторы, но многие проектировщики про это забывают. В итоге — постоянные ремонты, а то и возгорания.
В учебниках пишут: ?монтаж шинопровода должен производиться в соответствии с ПУЭ?. На деле — в цеху уже стоят фермы, вентиляция, трубопроводы, и твой красивый шинопровод приходится буквально проталкивать между ними. Особенно сложно с поворотными секциями: если угол не точно выдержан, появляется зазор, и потом не добиться нормального контакта.
Работал как-то на заводе ЖБИ в Подмосковье. Там проектом была предусмотрена идеальная трасса шинопровода — по прямой, без препятствий. Но когда начали монтировать, выяснилось, что по этой трассе уже проходит технологический трубопровод, которого не было на старых чертежах. Пришлось ?изгаляться? — делать обвод с двумя дополнительными углами поворота. Естественно, потери напряжения выросли, пришлось ставить секцию большего сечения. Заказчик был в ярости, но альтернативы не было.
Соединительные узлы — отдельная тема. Некоторые монтажники до сих пор пытаются ?дожать? болты ударным гайковертом, хотя производитель четко пишет: момент затяжки 50 Н·м. Результат — сорванная резьба, искрение, и снова простой. Надо бы прописать в техзадании обязательное использование динамометрических ключей, но кто же будет тратиться?
Работал с разными шинопроводами — и отечественными, и импортными. У каждого свои плюсы и минусы. Немецкие, например, отлично сделаны, но если нужна нестандартная секция — жди три месяца, да и цена кусается. Наши, вроде тех, что делает ООО Чэнду Фанье Электрик, выигрывают в гибкости: позвонил, объяснил, что нужен шинопровод с дополнительными отводами под сварочные посты, и через неделю уже готовят КД.
Кстати, про ООО Чэнду Фанье Электрик. Смотрю их каталог на https://www.fy-electric.ru — у них есть интересные решения по компактным шинопроводам для тесных цехов. Особенно понравилось, что они сразу предлагают комплект креплений под разные типы перекрытий — это экономит время на монтаже. Но пока не уверен, как их продукция поведет себя в условиях сильной запыленности, например, на цементных заводах. Надо бы испытать.
Китайские аналоги часто критикуют, но там есть нюанс: если брать у проверенных поставщиков, то качество на уровне, а цена ниже. Правда, с документацией бывают проблемы — переводишь техпаспорт, а там такие ?перлы?, что диву даешься. С российскими производителями проще: всегда можно позвонить технологу и уточнить непонятный момент.
Самый частый вопрос от заказчиков: ?Как часто нужно обслуживать шинопровод??. В паспорте пишут ?раз в год?, но в реальности все зависит от условий. В сварочном цеху, где много металлической пыли, надо чистить контакты хотя бы раз в квартал. А в ?чистых? цехах, например, на приборостроении, можно и раз в два года.
Забывают многие и про термографический контроль. Купили дорогущую тепловизорную камеру, а используют ее раз в пятилетку. А ведь именно она может показать перегрев контактов до того, как случится авария. На одном из машиностроительных заводов в Тольятти так предотвратили выход из строя целой линии — увидели, что одна из фаз греется на 15°C сильнее соседних. Оказалось, ослаб болт.
Еще момент — модернизация. Часто хотят добавить новые отводы к существующему шинопроводу, но не учитывают, что исходная нагрузка была рассчитана без этого. В итоге — перегруз, срабатывание защит. Приходится пересчитывать всю схему, а иногда и менять магистральную секцию. Дорого, но дешевле, чем потом тушить пожар.
Сейчас все больше говорят о ?умных? шинопроводах с датчиками температуры и тока. В теории — отлично, можно в реальном времени отслеживать состояние. Но на практике — кто будет обслуживать эту систему? Для большинства заводов IT-специалист — роскошь, а электрики с программами не дружат.
Интересно, что ООО Чэнду Фанье Электрик предлагает свои системы мониторинга, интегрированные прямо в шинопровод. На их сайте https://www.fy-electric.ru пишут про ?интеллектуальные системы фонового мониторинга электроэнергии?. Если это действительно работает без постоянного вмешательства, могло бы решить многие проблемы. Но пока не видел работающих примеров на наших производствах — все еще на стадии пилотных проектов.
Еще одна тенденция — переход на медь вместо алюминия в ответственных узлах. Да, дороже, но надежнее, особенно в условиях вибрации. И места занимает меньше, что для тесных цехов актуально. Думаю, лет через пять это станет стандартом для новых проектов.
В целом, шинопровод — тема неисчерпаемая. Каждый новый объект приносит новые challenges, и готовых решений нет. Главное — не слепо следовать инструкциям, а понимать физику процесса и иметь хороших поставщиков, с которыми можно оперативно решать проблемы. Как те же ООО Чэнду Фанье Электрик, судя по их подходу к диверсифицированной структуре развития — когда производитель сам занимается и разработкой, и производством, всегда проще найти общий язык.