Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

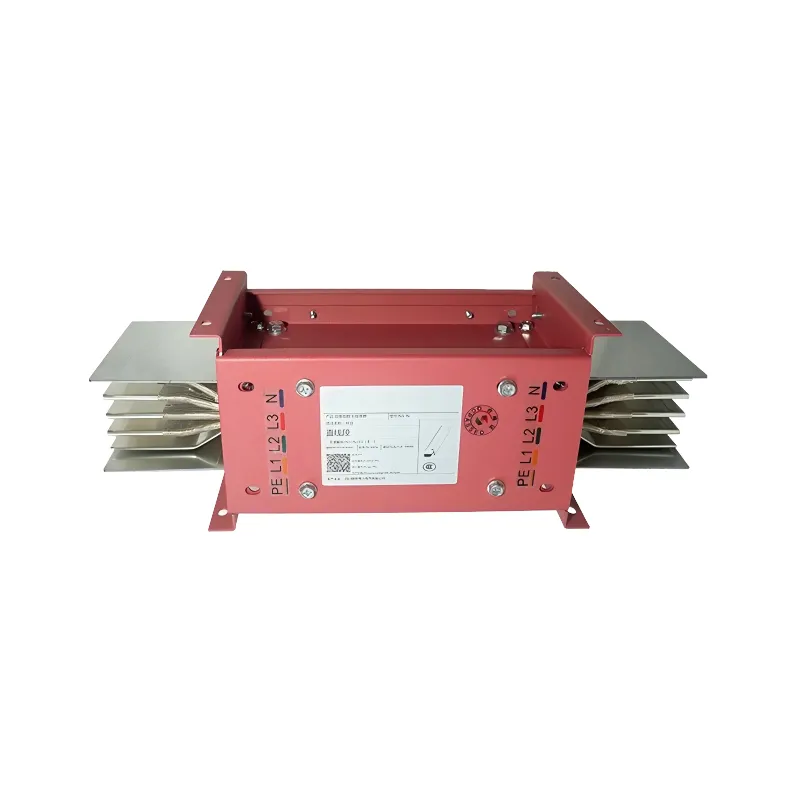
Когда слышишь 'шинопровод бронза', первое, что приходит в голову — это что-то устаревшее, из советских проектов. Но на практике всё сложнее: в отдельных случаях медь или алюминий не выдерживают специфических условий, и тут бронза оказывается незаменимой. Хотя, конечно, её применение — это всегда компромисс между стоимостью, долговечностью и технологическими ограничениями.
Бронзовые шины — это не про массовое применение. Взять хотя бы их вес: при сечении 100х10 мм погонный метр тянет на 8–9 кг, против 3 кг у алюминиевого аналога. Но там, где важна стойкость к агрессивным средам — например, в химических производствах или в портовых терминалах с солёным воздухом, — альтернатив почти нет. Помню объект в Находке, где через полгода алюминиевые шины покрылись белесым налётом, а бронзовые стояли без изменений.
Ещё один момент — переходные сопротивления. Если шины из разнородных металлов стыкуются напрямую, начинается электрохимическая коррозия. С бронзой это особенно критично: при контакте с алюминием нужны биметаллические переходники, иначе через год соединение придётся перебирать. На одном из заводов в Подмосковье сэкономили на этом — в итоге за три года заменили 40% соединений.
Токопроводящие свойства бронзы тоже неоднозначны. Удельное сопротивление выше, чем у меди, но при этом лучше стойкость к вибрациям. Для кранового оборудования или литейных цехов это решающий фактор. Хотя КЗ такие шины переносят хуже — приходится закладывать больший запас по сечению.
Самая частая ошибка — неправильный расчёт температурного расширения. Бронза расширяется иначе, чем стальные конструкции креплений. На ТЭЦ под Казанью смонтировали шинопровод без температурных зазоров — через зиму деформации вырвали два кронштейна. Пришлось переделывать с компенсаторами.
Ещё проблема — соединения на болтах. Бронза мягче меди, поэтому момент затяжки нужно контролировать строже. Обычные динамометрические ключи здесь не всегда подходят: при перетяжке резьба 'плывёт'. Мы в таких случаях используем ключи с ограничением момента и обязательно шайбы Гровера.
Изоляция — отдельная тема. Некоторые проектировщики до сих пор пытаются применять для бронзы те же изоляционные материалы, что и для меди. Но адгезия у них разная — особенно при перепадах температур. Пришлось на собственном опыте подбирать спецсоставы, сейчас работаем с материалами от Электрокомплект.
На металлургическом комбинате в Череповце бронзовый шинопровод работает в цехе травления — там постоянные пары кислот. Медные шины там не выдерживали и двух лет, а бронзовые уже шестой год без замены. Правда, пришлось разработать особую схему крепления — с тефлоновыми прокладками.
Интересный случай был на судостроительном заводе. Там требовалось проложить шины через несколько помещений с разной влажностью. Для медных шин это означало бы гальванические пары, а бронза оказалась универсальным решением. Но пришлось повозиться с переходниками в местах подключения к медным сборкам.
На объектах ООО Чэнду Фанье Электрик иногда тоже сталкиваемся с нестандартными задачами — особенно когда речь идет о компактных шинопроводах для тесных помещений. Бронза здесь позволяет уменьшить габариты без потери стойкости к коррозии, что особенно важно для модернизации старых предприятий.
Сейчас многие пытаются заменять бронзу медно-никелевыми сплавами или даже нержавейкой с медным покрытием. Но у таких решений есть подводные камни. Например, медно-никелевый сплав отлично противостоит морской воде, но его электропроводность на 30% ниже. При равном сечении потери мощности будут существеннее.
Ещё один тренд — шинопроводы с покрытиями. Но для бронзы это сложно: большинство покрытий плохо держатся на её поверхности. Экспериментировали с вакуумным напылением — дорого и не всегда надёжно. Проще использовать бронзу как есть, но закладывать больший запас по коррозии.
В каталогах ООО Чэнду Фанье Электрик представлены разные варианты шинопроводов, но для бронзовых модификаций всегда требуется индивидуальный расчёт. Универсальных решений здесь нет — каждый проект требует анализа конкретных условий эксплуатации.
С бронзовыми шинами главная проблема диагностики — невозможность использовать многие стандартные методы. Например, термография даёт другие температурные картины compared с медными шинами. Приходится настраивать оборудование под конкретный сплав.
Визуальный осмотр тоже имеет особенности. Окислы бронзы не всегда видны невооружённым глазом — нужен регулярный замер сопротивления изоляции. Мы обычно делаем это раз в квартал для критичных участков.
Очистка контактов — отдельная история. Абразивные материалы не рекомендуются — остаются микроцарапины, которые ускоряют коррозию. Лучше использовать специальные пасты, но их подбор требует опыта. На сайте https://www.fy-electric.ru есть рекомендации по этому вопросу, но в реальности каждый случай приходится рассматривать индивидуально.
Стоимость бронзового шинопровода в 2–3 раза выше алюминиевого, но считать нужно не цену метра, а стоимость жизненного цикла. На химическом производстве в Дзержинске бронзовые шины окупились за 4 года — за счёт сокращения простоев на ремонт.
Но есть и обратные примеры. На одном из хлебозаводов поставили бронзу там, где достаточно было оцинкованной стали — переплатили впустую. Выбор должен быть технически обоснованным, а не 'на всякий случай'.
Сейчас многие заказчики просят комбинированные решения — например, основные линии из меди, а ответвления в агрессивных зонах из бронзы. Это разумный компромисс, но требует тщательной проработки узлов сопряжения. В таких случаях мы часто используем разработки ООО Чэнду Фанье Электрик — у них хороший опыт создания гибридных систем.
Бронза не теряет актуальности, но её применение становится более точечным. Новые сплавы появляются редко — в основном совершенствуются методы обработки и соединения. Например, лазерная сварка позволяет создавать более надёжные стыки.
Интересное направление — бронзовые шинопроводы для взрывоопасных зон. Там важна неискрящая способность, и бронза здесь вне конкуренции. Но требуются дополнительные испытания и сертификация.
В целом, ниша бронзовых шинопроводов сохранится — особенно там, где надёжность важнее стоимости. Главное — не применять их шаблонно, а тщательно анализировать условия работы. Как показывает практика, в 80% случаев проблемы возникают не из-за материала, а из-за ошибок в проектировании или монтаже.