Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

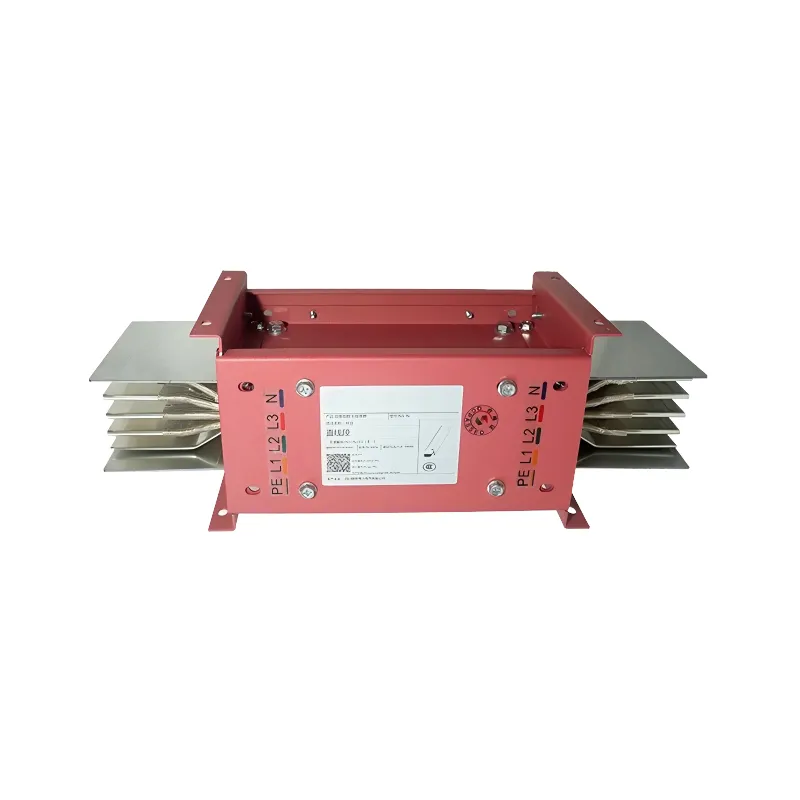
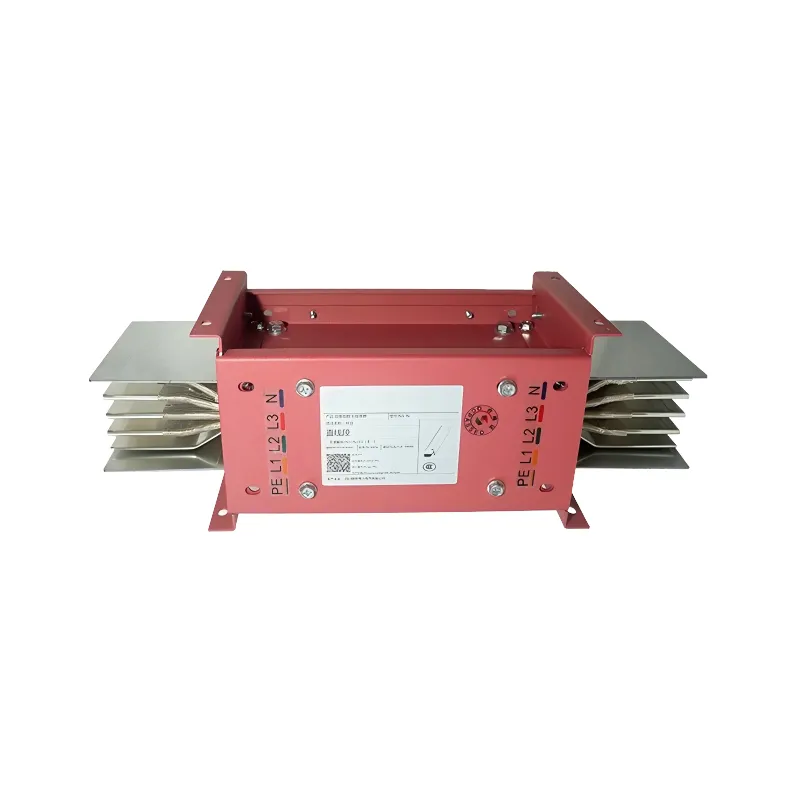
Вот смотрю на запрос ?травленный шинопровод 1250а? и понимаю, что половина тех, кто его ищет, уверена, будто травление — это просто антикоррозийное покрытие. На деле всё сложнее: речь о химическом формировании оксидного слоя на алюминиевых шинах, который не столько от ржавчины защищает, сколько стабильность переходного сопротивления обеспечивает. Забыл этот нюанс — и при сборке щита получишь плавающие значения на стыках.
Ток 1250А — это уже серьёзная нагрузка, обычно для производственных линий или ЦОД. Многие заказчики думают, что раз шинопровод с таким номиналом, то можно не париться с монтажом. А потом удивляются, почему на соединениях появляются почернения. Дело в том, что при таких токах даже микроскопические зазоры в контактах вызывают локальный перегрев.
Травление здесь — не панацея, а лишь часть решения. Если шины не откалиброваны по плоскостности, оксидный слой не спасёт от перекоса. Помню, на одном из объектов в Новосибирске ставили травленный шинопровод 1250а от локального производителя — вроде бы всё по ГОСТу, но через полгода на одном из колен пошла волна. Вскрыли — оказалось, шина была с внутренним напряжением, её со временем ?повело?.
Кстати, у ООО Чэнду Фанье Электрик в каталогах акцент делают на прецизионной резке шин перед травлением — и это не просто слова. Мы как-то сравнивали их образцы с аналогами: разница в посадке ответвлений видна невооружённым глазом.
Самая частая ошибка — травление путают с анодированием. Второе даёт более толстый слой, но ухудшает электропроводность. Для шинопроводов это критично. Правильный процесс — это контролируемое окисление в щелочной среде с последующей пассивацией. Если производитель экономит на промывке, остатки реактивов со временем вызывают электрокоррозию.
Однажды видел, как на складе в Хабаровске хранили травленный шинопровод 1250а прямо в полиэтилене — внутри образовался конденсат, и за месяц рисунок оксидного слоя пошёл пятнами. Пришлось весь объём отправлять на переделку.
У fy-electric.ru в техдокументации есть раздел про условия хранения — многие его пропускают, а зря. Там чётко указано, что до монтажа шины должны лежать в сухом помещении на деревянных поддонах. Мелочь? На практике из-за таких мелочей срываются сроки пусконаладки.
При сборке травленых шин категорически нельзя использовать абразивы для зачистки контактов. Видел, как монтажники брали наждачку — так они не только оксидный слой сняли, но и нарушили геометрию контактной поверхности. Для подгонки есть специальные токопроводящие пасты, но их надо подбирать под конкретного производителя.
У ООО Чэнду Фанье Электрик для своих шинопроводов 1250а рекомендуют консистентную смазку на основе меди — она и зазоры заполняет, и не выдавливается со временем. Проверяли на вибростенде — после 500 часов тестов сопротивление соединений не изменилось.
Ещё момент: болтовые соединения нужно тянуть динамометрическим ключом с точностью до 2 Н·м. Рука ?на ощупь? здесь не работает — перетянешь, и алюминий поползёт. Недотянешь — будет искрить.
В техпаспортах пишут рабочий температурный диапазон до +70°C. Но в реальности при +50°C уже начинается дифференциальное расширение алюминия и стальных креплений. На хлебозаводе в Воронеже из-за этого после года эксплуатации ослабло полтора десятка соединений — хорошо, что вовремя заметили по тепловизору.
Интересно, что у fy-electric.ru в проектной документации есть скрытый раздел с поправочными коэффициентами для разных климатических зон. Мало кто о нём знает, но для Сибири и Дальнего Востока там даются отдельные рекомендации по моменту затяжки.
Кстати, их система мониторинга шинопроводов — не просто дань моде. Как-то раз она помогла поймать гармонику от частотника, которая вызывала резонанс в шинах. Без постоянного контроля такой дефект могли бы искать месяцами.
Если брать травленный шинопровод 1250а для ответственных объектов, то смотрите не на цену за погонный метр, а на протоколы испытаний конкретной партии. Особенно — на тесты переходного сопротивления после термических циклов.
У китайских производителей вроде ООО Чэнду Фанье Электрик сейчас качество не хуже европейского, но есть нюанс: их шины часто calibrated под азиатские стандарты напряжений. Для РФ нужно заранее уточнять кастомизацию — они обычно идут навстречу, но сроки изготовления могут сдвинуться.
И да, никогда не берите шинопровод ?с колес? под обещание быстрой поставки. Правильное травление — это минимум три технологических перехода с контролем на каждом этапе. Лучше подождать две недели, чем потом переделывать щитовую.