Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

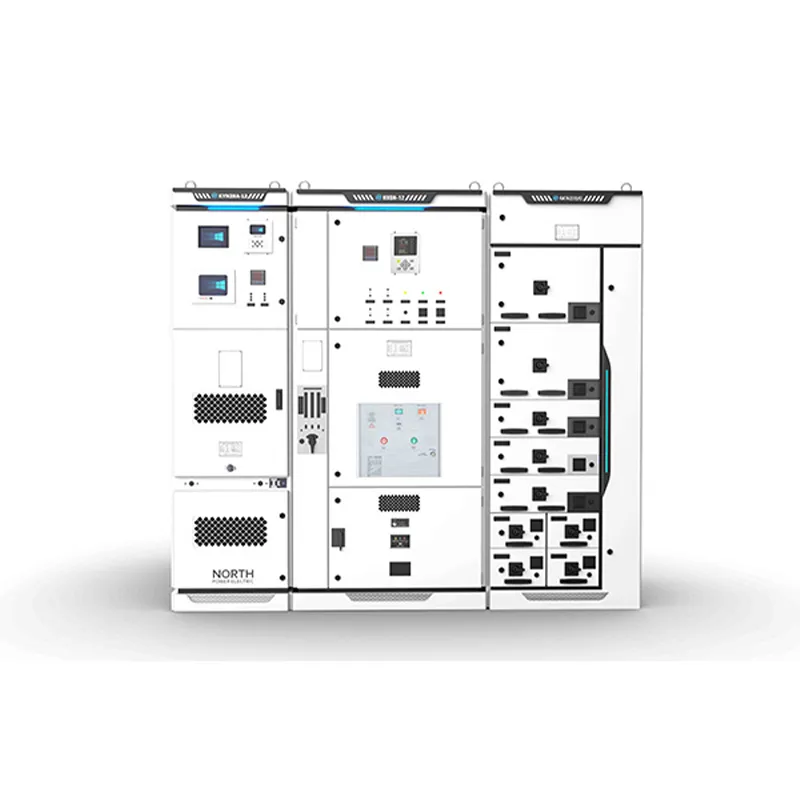
Когда слышишь 'промышленные распределительные щиты', многие сразу представляют серые металлические ящики с автоматами — но это как сравнивать запорожца с современным грузовиком. В реальности каждый такой щит становится нервным узлом производства, где любая мелочь вроде неправильно подобранной шины или слабой вентиляции может парализовать цех. Помню, как на старте карьеры мы собирали щит для лакокрасочного цеха, и заказчик требовал сэкономить на системах мониторинга — мол, 'зачем нам умные счетчики?'. Через полгода их энергопотребление выросло на 40%, а причину искали три недели. Сейчас, глядя на проекты вроде решений от ООО Чэнду Фанье Электрик, особенно ценишь, когда производитель сразу закладывает резервы для диагностики.
Сборка щита начинается с понимания среды: в химическом производстве упор на пылевлагозащиту IP54-IP65, в металлообработке — на стойкость к вибрациям. Однажды пришлось переделывать шкаф для гальванического цеха — заказчик сэкономил на нержавейке, через полгода петли заедали так, что дверь открывали ломом. Сейчас всегда уточняю: 'У вас конденсат на потолке или кислотные пары?' — это влияет на выбор стали толщиной от 1.5 мм с полимерным покрытием.
С монтажными панелями тоже есть нюансы — например, при глубине щита больше 600 мм сложно обслуживать клеммники заднего ряда. Для нас стало открытием, когда в проекте для пищевого комбината использовали выдвижные рамы — правда, пришлось усиливать конструкцию, чтобы не люфтили при транспортировке. Кстати, у fy-electric.ru в описании продукции вижу схожий подход — они сразу указывают возможность кастомизации под нестандартные габариты.
Охлаждение — отдельная головная боль. Вентиляторы хороши до определенной мощности, а для щитов с частотниками свыше 200 кВт уже считаем теплоотдачу и часто ставим чиллеры. Как-то в логистическом центре поставили обычные вентиляторы — летом при +35°С тепловые реле постоянно выбивало. Пришлось допиливать на месте с гофрами и выносными радиаторами.
Схемы по ГОСТ — это лишь основа. В живом проекте всегда появляются 'дополнения': например, датчик температуры подшипника насоса, который по ТЗ не предусмотрен, но технолог требует его включить в общую сигнализацию. Особенно сложно с взаимоблокировками — в дробильном цеху как-то запутались в контакторах реверса, пришлось перекладывать силовые кабели под напряжением (с допусками, конечно).
Автоматические выключатели — кажется, просто, но... Подбираем не только по току, но и по времятоковым характеристикам для защиты двигателей. Для протяжных станков берем с категорией D, для освещения — B или C. Ошибка в выборе приводит к ложным срабатываниям — был случай на мелькомбинате, где из-за неправильной характеристики АВС срабатывал при пуске элеватора.
Шины заземления — многие сборщики экономят на них, но именно здесь чаще всего возникают проблемы с ЭМС. Помню объект, где из-за отсутствия раздельных шин PE и N датчики давления показывали погрешность 15%. Пришлось перекладывать всю землю по уму — с медными шинами сечением не менее 16 мм2 и точками подключения через зубчатые шайбы.
Сравнивал как-то контакторы одного отечественного производителя и, скажем, IEK — разница в цене 30%, но на вибростенде наши выдерживали в 4 раза меньше циклов. Хотя для неподвижных щитов в офисных зданиях переплата не всегда оправдана. В каталоге ООО Чэнду Фанье Электрик заметил разумный подход — они предлагают разные ценовые линейки, но с четким указанием областей применения.
Современные модульные устройства вроде программируемых реле уже не роскошь. На хлебозаводе внедрили Zelio Logic для управления конвейерными печами — заказчик сначала сопротивлялся, но после того как смог сам поменять логику без перекоммутации (просто через USB), оценил. Хотя для критичных процессов все равно дублируем релейными схемами — PLC может 'зависнуть', а 'релюшки' работают десятилетиями.
Из интересного — сейчас все чаще просят резервные автоматы в щитах. Раньше считали это излишеством, но после случая на котельной, где пришлось за ночь добавлять линию для аварийного освещения, всегда закладываем 15% свободного места и несколько запасных групп.
Самая частая ошибка — неправильная протяжка соединений. Динамометрическим ключом пользуются единицы, а потом удивляются, почему греются шины. Разработали для монтажников простую памятку: для клемм до 16 мм2 — 2 Н·м, до 35 мм2 — 4 Н·м, свыше — по таблице. Снизили количество 'теплых' мест на 70%.
Маркировка — кажется мелочью, но как-то на фармзаводе из-за перепутанных бирок W1 и V1 остановили линию на 8 часов. Теперь используем только термотрансферные принтеры с устойчивыми к химии этикетками — особенно важно для пищевых и химических производств.
Приемо-сдаточные испытания — здесь многие торопятся. Мегомметром проверяем изоляцию на каждом участке, но дополнительно прозваниваем цепи управления под нагрузкой. Обнаружили как-то обрыв в кабеле КВВГ, который при монтаже пережали уголком крепления — визуально незаметно, но при вибрации могло привести к КЗ.
Современные щиты все чаще становятся 'умными'. Например, в проекте для логистического комплекса мы интегрировали распределительные щиты с системой мониторинга энергопотребления — заказчик теперь видит графики нагрузок в реальном времени и может перераспределять мощности. Интересно, что fy-electric.ru в своих обзорах тоже делает акцент на интеллектуальные системы фонового мониторинга — видимо, тренд единый.
Модульность — еще один тренд. Сборка щитов из готовых блоков сокращает сроки с 3 недель до 5-7 дней. Правда, требуется более точное проектирование — как-то заказали модули с отклонением по габаритам 2 мм, пришлось подпиливать монтажные пластины на объекте.
Будущее, думаю, за гибридными решениями — где силовая часть остается классической, а управление переходит в облако. Уже тестировали систему, где аварии на щитах фиксируются камерами с ИИ-анализом дыма — для предотвращения пожаров на ранней стадии. Пока дорого, но для нефтехии оправдано.
Самая грубая ошибка — экономия на мелочах. Как-то согласились на менее дорогие клеммники — через год в цеху с высокой влажностью они позеленели, пришлось менять всю сборку. Теперь работаем только с производителями, которые дают гарантию на компоненты — например, в описании ООО Чэнду Фанье Электрик вижу акцент на тестировании продукции, это важный критерий.
Недооценка тепловых расчетов — собирали щит для компрессорной, все рассчитали, но не учли нагрев от соседнего трансформатора. Летом срабатывала тепловая защита — спасли временные вентиляторы до установки дополнительного охлаждения.
И главное — нельзя слепо доверять ТЗ. Всегда просим технологов пройти с нами по цеху, смотрим реальные процессы. Как-то для пресса указали пусковой ток 200А, а при замерах пики доходили до 500А — хорошо, что пересчитали защиту на этапе проектирования.