Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

Когда говорят про обработку изоляционных материалов, многие представляют просто раскрой листового диэлектрика - но на деле это целая технологическая философия. В нашей работе с высоковольтными КРУ бывали случаи, когда формально подходящий материал после механической обработки терял до 40% пробивной прочности из-за микротрещин. Особенно капризны стеклопластики и композиты - их нельзя обрабатывать как обычную сталь.
В прошлом квартале для ООО Чэнду Фанье Электрик мы столкнулись с проблемой при изготовлении корпусов распределительных щитов. После фрезеровки торцов слюдосодержащего компаунда на поверхности оставались заусенцы в 2-3 микрона - казалось бы, ерунда. Но при сборке щита эти микронеровности создавали точки концентрации поля, что выявилось только при испытаниях на импульсное перенапряжение.
Пришлось разрабатывать двухстадийную полировку: сначала абразивными лентами зернистостью 400, потом войлочными кругами с пастой на основе окиси хрома. Интересно, что для разных материалов режимы приходится подбирать экспериментально - например, для эпоксидных смол скорость вращения полировального круга не должна превышать 900 об/мин, иначе начинается термическая деструкция.
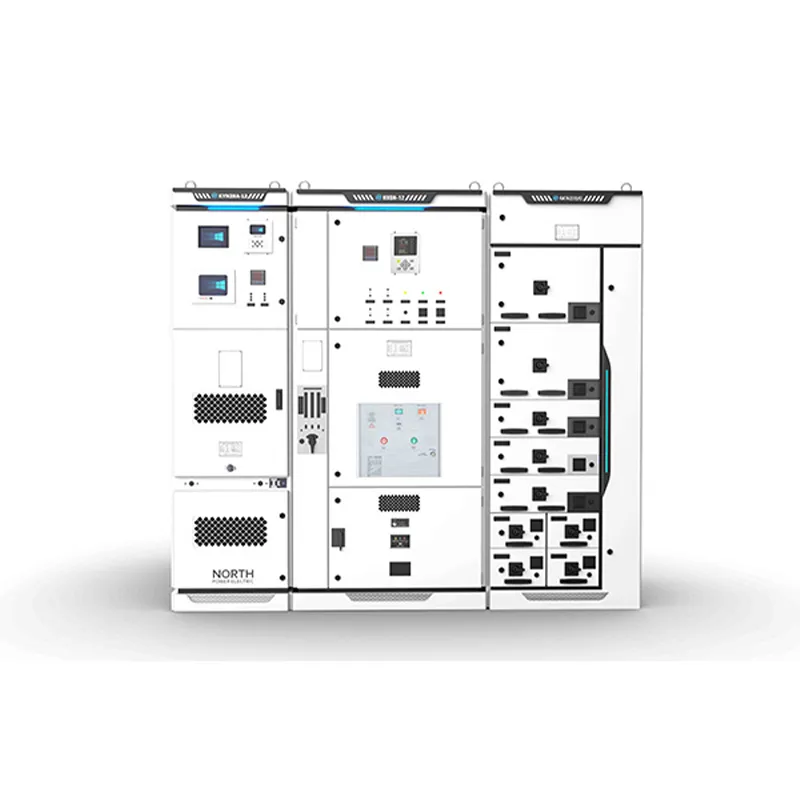
Сейчас на сайте https://www.fy-electric.ru в разделе комплектных трансформаторных подстанций видно, как тщательно проработаны стыковочные узлы изоляции - это как раз результат нашего многолетнего подбора параметров обработки.
В шинопроводах постоянно сталкиваемся со стыковкой текстолита с поликарбонатом. Если просто склеить - при температурных циклах появляются зазоры из-за разного КТР. Решение нашли через послойное нанесение адгезива с разным модулем упругости, но технология требует ювелирной точности в поддержании температуры в камере полимеризации.
Однажды при сборке прототипа для интеллектуальной системы мониторинга перепутали последовательность нанесения слоёв - получили расслоение через 200 циклов 'нагрев-охлаждение'. Пришлось переделывать всю партию соединительных узлов, хотя визуально дефект был незаметен.
Сейчас в производстве ООО Чэнду Фанье Электрик для ответственных узлов используем термостатированные прессы с точностью ±1.5°C - дорого, но иначе нельзя гарантировать ресурс в 25 лет эксплуатации.
С переходом на стеклопластики с нанопористой структурой появились новые challenges. Например, при сверлении отверстий под крепёж в панелях КРУ классические спиральные свёрла вызывали расслоение по границам слоёв. Перешли на корончатые фрезы с подачей СОЖ под давлением 0.3-0.5 атм - но и здесь есть нюанс: давление выше 0.7 атм приводит к пропитке матрицы охлаждающей жидкостью.
В трансформаторных подстанциях последнего поколения используем материалы с керамическими наполнителями - их вообще нельзя обрабатывать стандарным инструментом. Приходится заказывать алмазные фрезы с особой геометрией режущей кромки, что удорожает производство на 15-20%, но даёт выигрыш в надёжности.
Кстати, на https://www.fy-electric.ru в описании интеллектуальных систем пожарной безопасности как раз упоминается специальная обработка корпусов - это про наши эксперименты с антипиреновыми пропитками после механической обработки.
Самое сложное - выявить скрытые дефекты. Ультразвуковой контроль плохо работает с композитами, термография требует калибровки для каждого типа материала. После нескольких случаев преждевременного старения изоляции в трансформаторах разработали многоуровневую систему проверок.
Сейчас каждую деталь для комплектных устройств высокого напряжения проверяем тремя методами: вихретоковый контроль поверхности, измерение тангенса диэлектрических потерь и тест на частичные разряды. Да, это увеличивает время изготовления на 18%, но зато за последние два года не было ни одного рекламационного случая по изоляции.
В системе управления энергопотреблением от ООО Чэнду Фанье Электрик как раз заложены датчики для мониторинга состояния изоляции в реальном времени - отличное дополнение к нашему технологическому контролю.
Если десять лет назад мы ориентировались в основном на ГОСТы, то сейчас приходится учитывать ещё и международные стандарты IEC. Например, требования к шероховатости поверхности изоляторов в ГОСТ 27673-88 и IEC отличаются почти на 30% - пришлось перенастраивать все станки ЧПУ.
С внедрением вакуумной пропитки в производстве трансформаторов обнаружили интересный эффект: предварительная механическая обработка влияет на глубину проникновения компаунда. Пришлось разрабатывать специальные технологические карты с учётом направления волокон в слоистых пластиках.
Сейчас для особо ответственных узлов вроде дугогасящих камер вообще перешли на лазерную обработку - дорого, но позволяет добиться идеальной геометрии без механических напряжений в материале. Кстати, на https://www.fy-electric.ru в новых моделях распределительных щитов как раз видна эта технология по характерному виду кромок.
За 15 лет работы выработал простое правило: всегда оставлять припуск 0.2-0.3 мм на финишную обработку после основного раскроя. Кажется, мелочь - но именно этот запас позволяет компенсировать внутренние напряжения материала.
Для электротехнических компонентов из термореактивных пластмасс важно соблюдать температурный режим не только при обработке, но и при хранении заготовок. Как-то раз партия полиэфирimide листов пролежала неделю в неотапливаемом цеху - при фрезеровке пошла микротрещинами по всей поверхности.
Сейчас в технологических картах ООО Чэнду Фанье Электрик для каждого типа изоляционных материалов прописаны не только параметры обработки, но и условия межоперационного хранения - результат нашего горького опыта.