Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

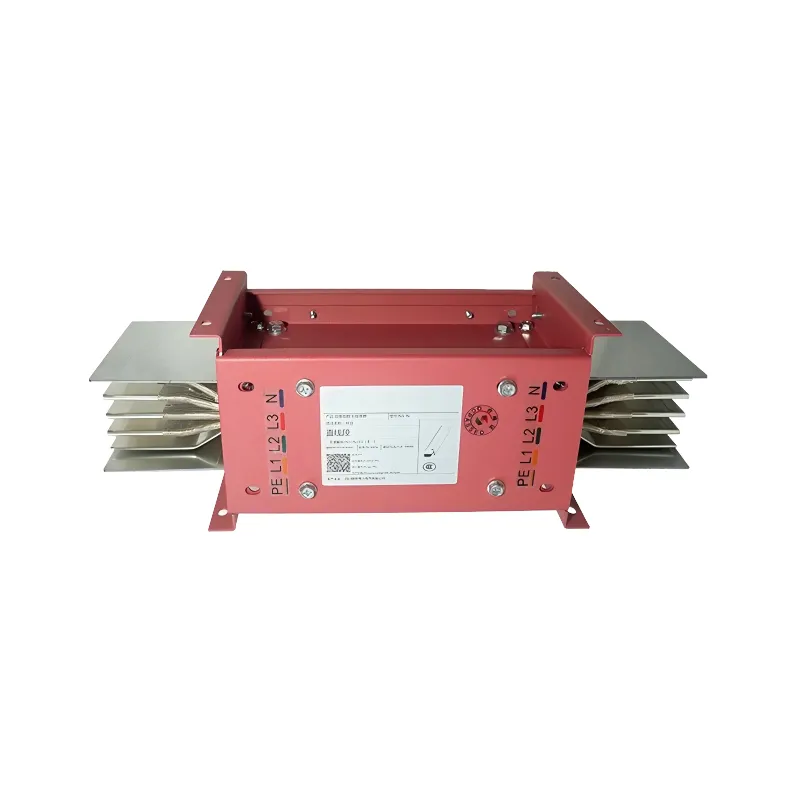
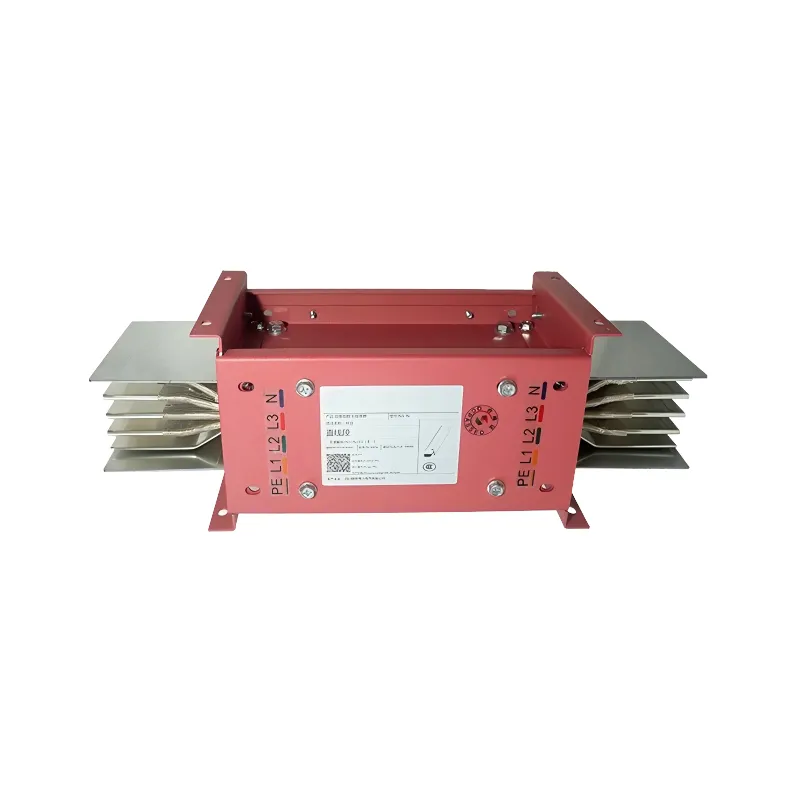
Всё ещё встречаю проекты, где литую шину рассматривают как аналог сборной из алюминиевых профилей. Разница принципиальная – здесь не просто форма, а монолитность токопровода с предсказуемым поведением при КЗ.
Когда впервые столкнулся с литой шинопровод от Чэнду Фанье Электрик, обратил внимание на толщину стенок в узлах соединения. Вроде мелочь, но именно там чаще всего появляются трещины у дешёвых аналогов после тепловых циклов.
Кстати про температурное расширение. В цеху с суточными перепадами от +15°C до +40°C пазы компенсаторов должны иметь запас не менее 5 мм на 20 метров трассы. Один раз пришлось переделывать ответвление на печь закалки – проектировщики заложили стандартные значения без учёта локального нагрева.
Изоляция эпоксидной смолой – не панацея. Видел образцы с пузырьками воздуха в углах, которые через год дали поверхностные разряды. У ООО Чэнду Фанье Электрик технология вакуумной заливки, но даже это требует контроля при монтаже – малейшая влажность на поверхности перед заливкой сводит на нет все преимущества.
Самая грубая ошибка – игнорирование паспортного момента затяжки болтовых соединений. Для литой шинопровод 4000А мы используем динамометрический ключ на 120 Н·м, но некоторые монтажники продолжают работать 'на ощупь'. Результат – неравномерное давление на контактные площадки.
Трассировка через деформационные швы – отдельная история. Как-то пришлось демонтировать участок, где заказчик сэкономил на компенсаторах. После сезонной усадки здания шина начала давить на опоры, появился риск обрыва.
Замер сопротивления изоляции мегомметром на 2500В – обязательный этап, который часто пропускают. Особенно важно для участков рядом с вентиляционными установками, где возможен конденсат. Без этого даже качественный литой шинопровод может выйти из строя при первом включении.
На металлургическом комбинате в Череповце ставили эксперимент – сравнивали поведение литой и сборной шины при токовых нагрузках 6300А. Через полгода на сборной появились ослабленные соединения, тогда как литой шинопровод показал стабильные параметры.
А вот отрицательный пример: в логистическом центре под Тверью попытались сэкономить, установив литую шину без учёта вибрации от погрузочной техники. Через 8 месяцев появилась усталостная трещина в зоне крепления к трансформатору. Пришлось ставить дополнительные демпферы.
Интересный случай на фармацевтическом производстве – там важна была не только токопроводящая способность, но и пожаробезопасность. Выбирали между несколькими производителями, остановились на ООО Чэнду Фанье Электрик из-за системы мониторинг температуры в реальном времени. Это позже помогло предотвратить аварию, когда датчики показали перегрев в месте неправильного подключения вентиляции.
При интеграции с российскими ЩО-70 бывают проблемы по посадочным размерам. Обычно решается переходными пластинами, но лучше сразу закладывать этот момент в проект. У fy-electric.ru есть типовые решения для таких случаев.
С автоматическими выключателями иностранного производства (типа ABB или Schneider) важно проверить совпадение полюсов. Как-то столкнулся с ситуацией, где пришлось переделывать крепления из-за разницы в 15 мм между фазными расстояниями.
Для интеллектуальных систем мониторинга энергопотребления литая шина даёт более стабильные показания – нет паразитных индуктивных наводок как в сборных конструкциях. Но это при условии правильного монтажа датчиков тока.
Первоначальные затраты на литой шинопровод выше сборного на 25-30%, но если считать стоимость цикла обслуживания – выгода становится очевидной. Особенно для производств с непрерывным циклом работы.
Замена шины на действующем производстве – всегда головная боль. Один день простоя обходится дороже, чем разница в стоимости между литой и сборной конструкцией. Это аргумент, который часто убеждает конечных заказчиков.
Кстати, у ООО Чэнду Фанье Электрик есть интересная программа тестовых образцов – можно получить 3-метровый участок для испытаний в конкретных условиях. Мы так делали для цеха с агрессивной средой – проверяли стойкость изоляции к пару кислот.
При проектировании новых объектов сейчас всегда закладываю запас по току не менее 15%. Опыт показывает, что нагрузки растут быстрее, чем предполагалось в исходном ТЗ.
Цветовая маркировка – кажется мелочью, но экономит время при обслуживании. Стандартная желто-зелено-красная схема иногда дополняется синей полосой для систем с двойным питанием.
В документации к литой шинопровод часто не пишут про особенности монтажа при отрицательных температурах. А между тем, при -20°C и ниже нужен предварительный прогрев секций в тепловой камере – иначе возможны микротрещины в изоляции.
Литые шинопроводы – не дань моде, а технологическое решение для ответственных объектов. Их выбор должен быть обоснован расчётами, а не только желанием перестраховаться.
Кстати, последние тенденции – интеграция датчиков частичных разрядов непосредственно в конструкцию. У того же fy-electric.ru есть такие разработки, но пока не доводилось тестировать в реальных условиях.
Главное – помнить, что даже самая совершенная шина требует грамотного монтажа и обслуживания. Без этого любые технические преимущества теряют смысл.