Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

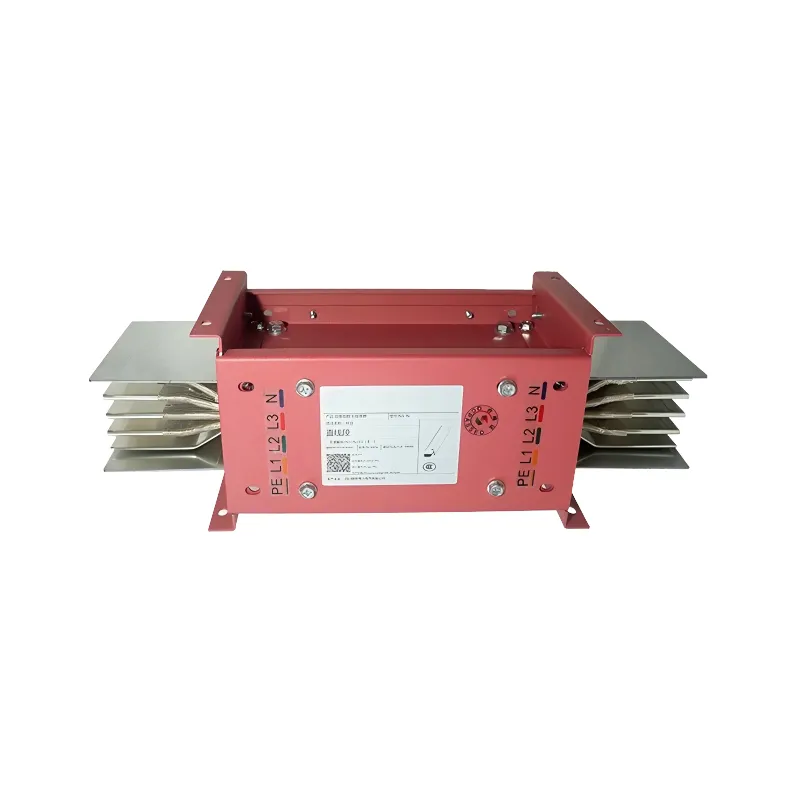
Когда слышишь 'корпус шинопровода', первое что приходит на ум - обычная металлическая коробка. Но те, кто реально работал с монтажом на объектах, знают - именно здесь кроются самые неприятные сюрпризы. Вспоминается случай на стройке в Новосибирске, когда заявленная толщина стали 1.5 мм на деле оказалась 1.2, и при затяжке болтов профиль повело.
Возьмем например продукцию ООО Чэнду Фанье Электрик - их корпус шинопровода для влажных помещений имеет продольные ребра жесткости не только снаружи, но и внутри. Маленькая деталь, но именно она предотвращает деформацию при температурных перепадах. Хотя честно говоря, на морозе ниже -35°C все равно появляются микротрещины в местах сварки.
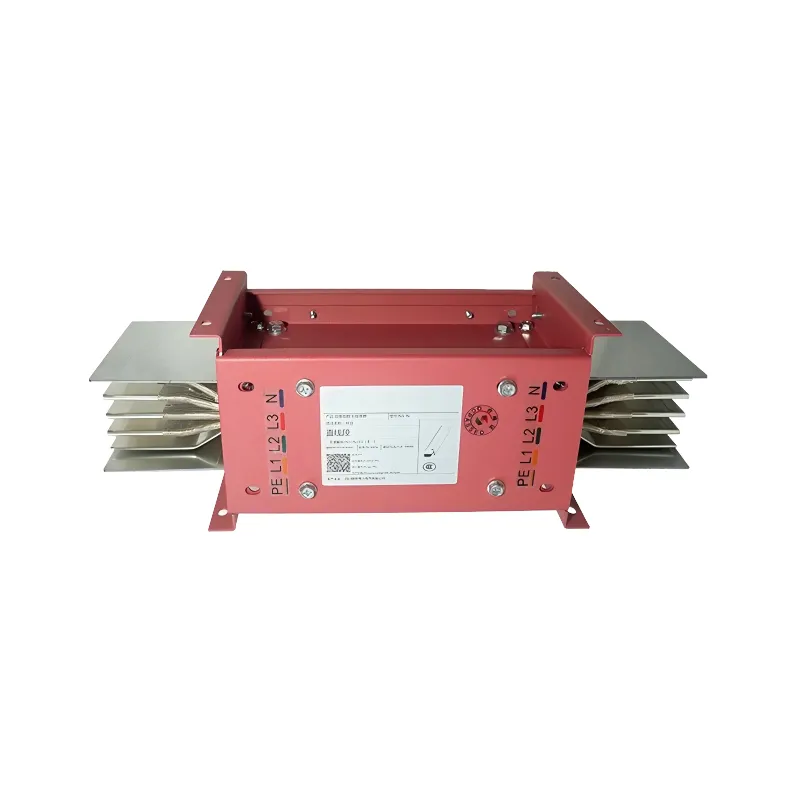
Кстати о сварке - многие недооценивают значение качества сварочных швов. Видел как на одном объекте пришлось демонтировать 120 метров шинопровода из-за порывов в угловых соединениях. Производитель экономил на аргоне, и теперь заказчик судится за убытки.
Толщина цинкового покрытия - вот что действительно важно. В технических условиях пишут 60-80 мкм, но по факту на углах оно всегда тоньше. Мы обычно замеряем в пяти точках, и если видим разброс более 15 мкм - бракуем партию. Кстати, у fy-electric.ru этот параметр стабилен, проверяли не раз.
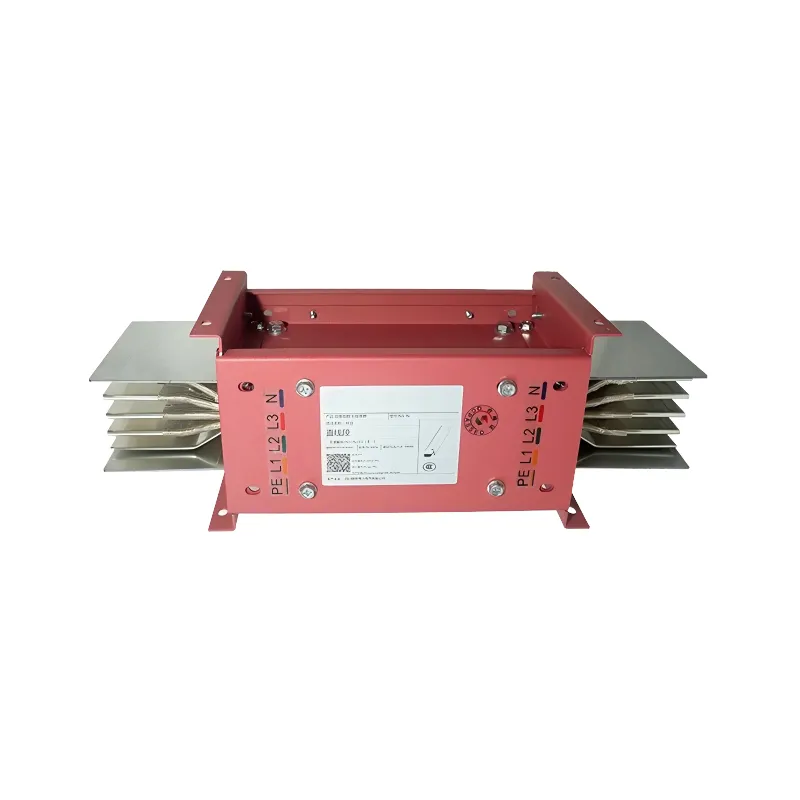
При монтаже корпус шинопровода часто не учитывают тепловое расширение. Стандартный расчет - 1 мм на 10 метров при Δt=50°C, но в реальности все сложнее. Помню, на хлебозаводе в Казани пришлось переделывать крепления - летом шина буквально вырывала дюбеля из стен.
Еще момент - виброизоляция. Когда рядом работают мощные вентиляторы или насосы, стандартные резиновые прокладки не спасают. Приходится делать дополнительные демпферы, хотя производители об этом молчат. В каталогах ООО Чэнду Фанье Электрик видел специальные антивибрационные вставки, но сам не тестировал - дорого выходит.
Самая частая ошибка монтажников - неправильная стыковка секций. Зазор должен быть ровно 3-5 мм, но многие либо встык ставят, либо оставляют по 10 мм. Потом удивляются, почему искрит или перегревается.
Полимерное покрытие против цинкования - вечный спор. Для цехов с химическими испарениями полимер действительно лучше, но только если нанесение качественное. Видел образцы где краска отслаивалась через полгода - оказалось, не сделали фосфатирование перед покраской.
Цинкование по ГОСТ 9.307-89 должно держаться лет 20, но реально начинает отслаиваться через 5-7 лет в агрессивных средах. Особенно в портовых зонах, где соленый воздух. На рыбоперерабатывающем заводе во Владивостоке меняли шинопровод через 4 года - коррозия съела крепежные отверстия.
Интересное решение видел у китайских коллег - они используют комбинированное покрытие: цинк + эпоксидная смола. Говорят, держится вдвое дольше. У ООО Чэнду Фанье Электрик вроде бы есть подобная технология, но я лично не проверял.
Номинальный ток - это одно, а реальная нагрузка - совсем другое. В проектах обычно закладывают 25% запас, но при пиковых нагрузках корпус шинопровода все равно греется. Особенно проблемные места - повороты и ответвления.
Температурные датчики - вещь полезная, но их редко кто ставит. А зря - на металлургическом комбинате в Череповце благодаря датчикам вовремя заметили перегрев и предотвратили аварию. Система мониторинга от fy-electric.ru как раз позволяет отслеживать такие вещи онлайн.
Расчет сечения шин - тут часто ошибаются. Берут по таблицам для 35°C, хотя в цеху бывает и 45°C. Приходится увеличивать сечение на ступень, иначе не выдерживает изоляция. Кстати, у компактных шинопроводов от Чэнду Фанье Электрик этот момент учтен - у них запас по току всегда выше стандартного.
Экранирование - многие думают, что стальной корпус шинопровода сам по себе экранирует. На деле при частотах выше 1 кГц эффективность падает в разы. Приходится добавлять медные сетки или фольгу - дополнительные затраты, которые редко закладывают в смету.
В медицинских учреждениях вообще отдельная история - там требования к ЭМС жесткие. Приходится использовать специальные корпуса с двойным экранированием. Видел такие в каталоге на fy-electric.ru, но сам не монтировал - слишком специфичная продукция.
Интересный случай был на предприятии где установили мощные частотные преобразователи рядом с шинопроводом - начались сбои в системе автоматики. Пришлось перекладывать трассу с дополнительным экранированием. Проектировщики не учли этот момент изначально.
Алюминиевые сплавы постепенно вытесняют сталь - легче, не ржавеют. Но есть нюанс - модуль упругости ниже, приходится усиливать конструкцию. У того же ООО Чэнду Фанье Электрик есть интересные разработки по алюминиевым корпусам с кремниевыми добавками.
Композитные материалы - перспективно, но пока дорого. Хотя для химических производств это идеальный вариант - не корродирует вообще. Думаю, через 5-7 лет такие решения станут массовыми.
Умные системы диагностики - вот что действительно нужно рынку. Не просто датчики температуры, а полноценный мониторинг состояния изоляции, соединений, механических напряжений. В описании продукции на https://www.fy-electric.ru видел подобные решения, но в России пока редко применяются - дорого и не все доверяют таким системам.