Поддержка по электронной почте
Dernis8835@126.comПозвоните в службу поддержки
+86-28-80168747

Если честно, когда заказчики first говорят про закрытые шинопроводы для кранового оборудования, половина из них путает концепцию с открытыми системами. В моей практике был случай, когда на металлургическом комбинате попытались сэкономить, установив обычный магистральный шинопровод в зоне работы мостового крана грузоподъёмностью 32 тонны. Через три месяца пришлось полностью менять трассу из-за деформации токопроводов от вибраций.
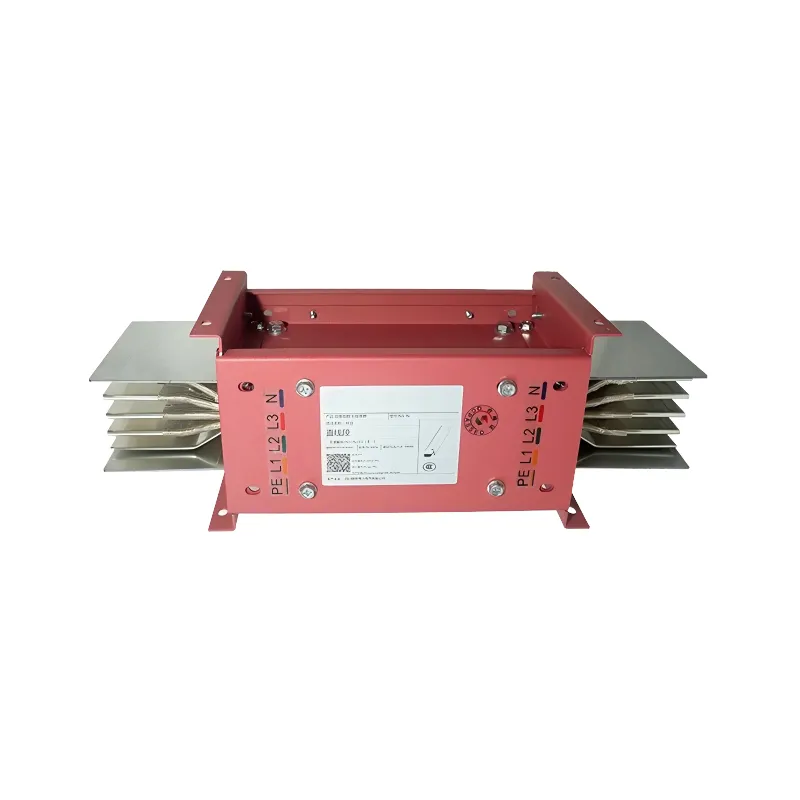
Здесь важно не столько наличие защитного кожуха, сколько продуманная система креплений. Взять хотя бы продукцию ООО Чэнду Фанье Электрик - их шинопроводы серии KPC имеют трёхточечное подвесное крепление с демпфирующими прокладками, что критично для участков с постоянной динамической нагрузкой. Кстати, их техдокументация доступна на https://www.fy-electric.ru, там есть конкретные расчёты по допустимым радиусам изгиба при трассировке.
Многие недооценивают важность системы стыков. На одном из машиностроительных заводов в Подмосковье при монтаже недотянули момент затяжки компрессионных соединений - через полгода в стыках появился характерный щелкающий звук при пуске двигателей крана. Пришлось останавливать производственную линию для ревизии всех соединений.
Отдельно стоит упомянуть температурный режим. В цехах с плавильными печами перепады достигают 40-50°C, и линейное расширение шин может достигать 15-20 мм на 100 метров трассы. В таких случаях мы всегда рекомендуем устанавливать компенсаторы через каждые 40 метров, хотя это и увеличивает смету на 7-10%.
Самая распространённая ошибка - неправильный расчёт токовых нагрузок с учётом пусковых токов. Помню проект, где проектировщики заложили сечение по номинальному току 160А, не учтя, что три крана могут одновременно стартовать с грузом. В итоге пришлось перекладывать шинопровод на большее сечение после первого же случая срабатывания тепловой защиты.
Ещё один нюанс - трассировка в зонах с агрессивной средой. На химическом производстве в Дзержинске стандартное полимерное покрытие начало отслаиваться уже через полгода. Пришлось заменять на специализированное исполнение с химстойкой изоляцией, хотя изначально это увеличивало стоимость на 25%.
Монтажники часто экономят на поддержках - вместо рекомендуемых 1.5 метров ставят через 2.5-3 метра. Для стационарных линий это может пройти, но для крановых трасс с постоянным движением приводит к продольным колебаниям. На одном из объектов такие колебания привели к ослаблению контактов в токосъёмниках.
За 12 лет работы с закрытыми шинопроводами отметил интересную закономерность: большинство отказов происходит не на основных участках, а в местах подключения ответвлений. Особенно это касается систем с частыми реконфигурациями, где постоянно переставляют точки подключения передвижных кранов.
Вот сейчас смотрим на объекте в Липецке - шинопровод ООО Чэнду Фанье Электрик отработал уже 6 лет без серьёзных вмешательств. Секрет в том, что при монтаже использовали специальные контактные пасты для всех соединений, плюс раз в полгода проводили профилактическую подтяжку контактов. Мелочь, а продлевает ресурс на 30-40%.
Отдельно стоит проблема пыли. В деревообрабатывающих цехах мелкая древесная пыль проникает даже в закрытые короба. Раз в год обязательно нужно продувать трассы сжатым воздухом, иначе начинается поверхностный разряд по слою пыли. Проверено на горьком опыте.
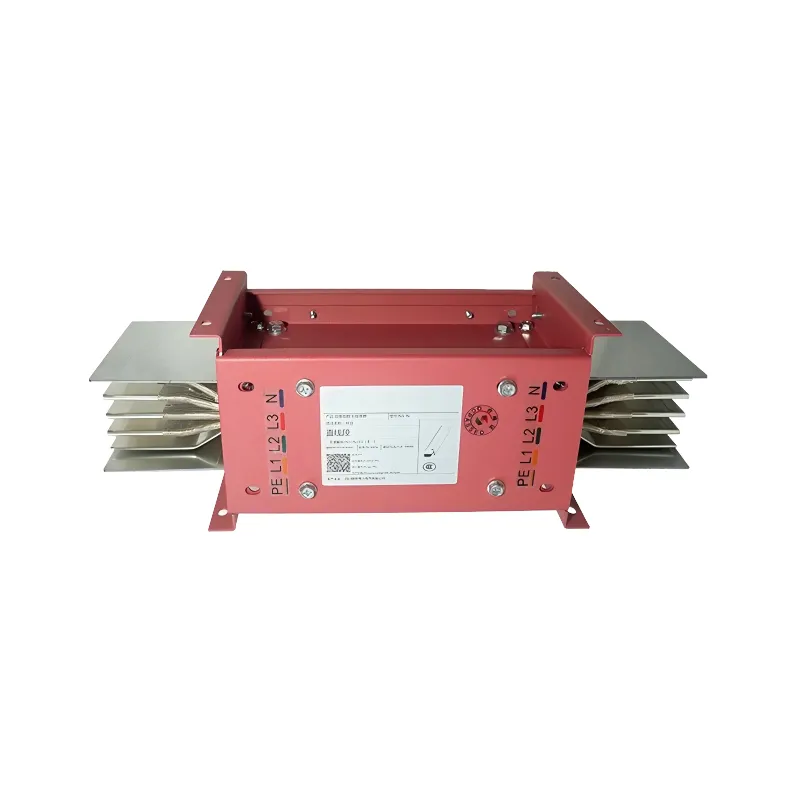
Если сравнивать разных производителей, то у китайских поставщиков вроде ООО Чэнду Фанье Электрик часто лучше проработаны моменты по стойкости к механическим воздействиям. Их шинопроводы серии KPS выдерживают отклонения до 15 мм по вертикали без потери контакта, что для наших производств с устаревшими крановыми путями бывает критично.
Европейские производители делают акцент на точности и электротехнических характеристиках, но их системы менее терпимы к нарушениям условий монтажа. Помню, как на цементном заводе пришлось демонтировать немецкий шинопровод только из-за того, что отклонение по оси составило 8 мм при допустимых 5 мм по их спецификации.
Что касается отечественных аналогов - здесь ситуация неоднозначная. Есть достойные разработки, но с системой комплектующих проблемы. Когда для ремонта нужно ждать соединительную муфту 3 недели - это неприемлемо для непрерывного производства.
Сейчас присматриваюсь к системам мониторинга состояния шинопроводов. У ООО Чэнду Фанье Электрик в ассортименте есть решения с датчиками температуры и вибрации, которые интегрируются в их системы мониторинга электроэнергии. На тестовом участке в Ростове такая система заранее предупредила о перегреве в одном из стыков - оказалось, ослаб контакт от постоянной вибрации.
Интересное направление - гибкие секции для обхода технологических препятствий. Раньше для таких участков использовали кабельные вставки, но они менее долговечны. Сейчас появляются шинопроводы с шарнирными соединениями, позволяющие менять направление трассы без потерь в надёжности.
Для особо сложных условий начинают применять системы с принудительным охлаждением. Пока это дорогое решение, но для предприятий с интенсивным крановым хозяйством может окупиться за счёт увеличения пропускной способности без замены сечения шин.
При проектировании новых линий всегда закладывайте запас по току не менее 25% от расчётного. Опыт показывает, что через 2-3 года нагрузка обычно возрастает из-за модернизации оборудования или изменения технологического процесса.
Не экономьте на системах заземления - для крановых шинопроводов это не формальность, а необходимость. Как-то раз видел, как из-за плохого контакта в заземляющей шине возникла разность потенциалов на корпусе крана, что привело к постоянным срабатываниям УЗО.
Обязательно учитывайте климатические особенности региона. Для северных областей нужны исполнения с морозостойкой изоляцией, иначе при -40°C пластик кожуха становится хрупким. Проверено на объектах в Норильске - стандартные исполнения не выдерживали больше одной зимы.
И последнее - никогда не пренебрегайте обучением персонала. Часто проблемы возникают не из-за оборудования, а из-за неправильной эксплуатации. Простой инструктаж по визуальному контролю состояния шинопровода может предотвратить серьёзные аварии.